江南造船集团有限责任公司
1 引言
传统喷砂或抛丸除锈工艺,作业时磨料和基材表面高速碰撞会产生大量火花和粉尘,对操作人员和作业环境造成严重损害,并存在一定的安全风险。近年来,国内造船坚持绿色设计、绿色制造的理念,多种节能环保技术层出不穷,但船舶露天喷砂除锈作业的扬尘污染问题依然严重,给生态环境造成了恶劣影响,不符合绿色发展理念,新的除锈工艺研究迫在眉睫。
高压水喷射除锈工艺利用高压水产生的高速射流的去除基材表面的附着物,作业过程无粉尘污染,金属表面平整度好,无明火产生,安全环保,正逐步取代传统喷砂/喷丸除锈工艺。高压水射流除锈技术解决了水污染和空气污染等问题,但是除锈后基材中停留的水分因无法及时挥发易导致基材发生腐蚀产生闪锈,影响后续防护涂层与基材的附着强度,从而影响涂层防护效果。
本研究采用在纯水中加入锈蚀抑制剂降低高压水喷射除锈工艺引起的基材反锈情况,通过对比传统喷砂除锈工艺、高压水喷射除锈工艺表面处理后涂装涂层体系的附着强度以及防腐效果,确定最终的水喷射除锈工艺。
2研究内容
通过研究传统喷砂工艺、高压水除锈工艺、高压水结合缓蚀剂除锈工艺三种不同处理状态下涂层对基材的防腐性能,主要包括涂层附着强度、耐阴极剥离性、耐盐雾性检测等几项测试,该研究方案可以较为全面的反应出钢制基材表面与涂层的配套性能,如果测试结果全部通过,可以确认该除锈工艺后涂层的性能符合涂层设计要求以及相关国家标准的要求,并通过测试数据分析,可确定基材处理方式对涂层体系防护性能的影响。
3研究过程
3 .1 涂层样板制作
采用传统喷砂工艺、高压水除锈工艺、高压水结合缓蚀剂除锈工艺三种不同处理工艺分别制作涂层标准样板3组;
第 1 组:高压水喷射后,静置晾干约30分钟后,进行 2 度通用环氧底漆725-H06-51喷涂,样板系列编号依次为X-1 至X-21 ;
第 2 组:采用添加1%缓蚀剂溶液进行高压水喷射除锈,静置晾干约30分钟后,进行 2 度通用环氧底漆725-H06-51喷涂, 样板系列编号依次为H-1 至H-21;
第 3 组:传统喷砂处理至Sa2.5级后,进行 2 度通用环氧底漆725-H06-51喷涂,样板系列编号依次为C-1 至C-21。
3 .2防腐性能研究
按照标准对上述不同基材处理工艺样板进行附着力测试、耐阴极剥离性、耐盐雾性测试。
4测试过程及结果分析
4 .1传统喷砂工艺、高压水除锈工艺、高压水结合缓蚀剂除锈工艺对涂层防护性能研究
(1 )盐雾性能


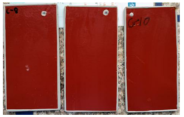
图1盐雾 2010h 涂层表面状态
从图1可知,经 2010h 盐雾试验后不同基材处理的的涂层均未发生锈蚀、起泡、脱落等现象,说明制作的样板涂层均具有优异的耐盐雾性能。不同基材处理方式的样板无明显差异,原因是耐盐雾性能是一种宏观测试方法,无法量化涂层防腐性能,而通用环氧底漆具有良好的防腐性能,在一定的测试期间范围内无法体现出宏观差异。
(2)附着力测试
表2不同基材处理方式样板涂层附着强度

表2可知,基材进行缓蚀处理和未处理的样板涂层与基材附着强度基本一致,明显高于传统喷砂工艺涂层附着强度,拉伸强度断裂在通用环氧底漆内部,均大于 5Mpa,说明不同基材处理方式的涂层与基材均具有良好的附着强度。
4.2缓蚀处理工艺对涂层防腐性的影响
采用高压水结合缓蚀剂除锈工艺分别制作样板: 2%缓蚀剂浸泡 30min和1%缓蚀剂浸泡 10min , 研究不同浓度缓蚀材料对涂层阻抗影响研究见图6.

图2不同缓蚀处理工艺涂层阻抗随时间变化趋势图
从图2知缓蚀处理工艺为 2%缓蚀剂浸泡 30min 左右的样板的初始阻抗明显高于缓蚀处理工艺为 1%缓蚀剂浸泡 10min 左右的样板,说明在一定范围内增加缓蚀剂的浓度、延长防锈周期可有效延长涂层的防腐性能,主要的原因是增加缓蚀剂浓度、延长防锈时间可有效减少水喷射工艺后基材表面防锈等级,从而提高涂层在基材上的附着强度及防护性能。
5结论
钢板采用高压水结合缓蚀剂喷射除锈工艺具有比传统喷砂处理工艺更好的防腐效果。运用高压水结合缓蚀剂除锈可以完全去除钢板表面的锈蚀、氧化皮、铁屑等各类污染物,缓蚀溶液可以有效防止钢板返锈,为后续防锈涂层提供良好的表面状态和防腐效果。该项技术的研究应用具有绿色高效环保等特点,终将成为船舶除锈清洁的发展趋势。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



