中车洛阳机车有限公司
摘要:幻象波是一种因重复频率设置不合理而产生的一种非缺陷信号。在机车车轴超声波检测中发现一例疑似车轴内部缺陷的反射波,经综合分析确定为幻像波,分析了此次车轴幻象波出现的原因,并通过理论计算验证了幻像波出现的位置。
关键词: 超声波检测;重复频率;幻像波;
一、概述
采用纵波直探头在车轴端面进行超声波检测是机车车轴透声检测、内部缺陷检测的常用方法。车轴变截面多且具有一定长度,超声波检测时会存在变形波、台阶波等非缺陷信号,这些非缺陷信号都属于固有波,它们在车轴超声波检测时不容易引起误判。而幻像波则是一种不属于固有波的非缺陷信号,在车轴超声波检测中极少遇到,容易干扰缺陷判定,甚至引起误判。
本文通过对某SS8机车车轴超声波检测时发现的异常信号进行分析,排除了缺陷的可能性,并判定为幻像波,形成了车轴幻像波判断的经验及方法,为避免车轴缺陷误判提供判定经验。
二、幻象波产生原因
幻象波的产生与重复频率密切相关。
重复频率是超声波探伤仪的一个参数。脉冲式超声波探伤仪的同步电路产生周期性同步脉冲信号,它触发发射电路,产生的一个持续时间极短的电脉冲加于发射探头的压电换能器上,激励晶片产生脉冲超声波。超声波探伤仪驱动探头发射超声波的次数即为仪器的重复频率,调节重复频率,即改变发射电路每秒钟发射电脉冲的次数。
当前一个同步脉冲产生的工件多次底面回波尚未完全衰减结束,后一个同步脉冲又开始触发工作时,会造成前一个同步脉冲产生的底面回波进入后一个脉冲周期被显示出来,显示屏一次底面回波前出现异常波形,这种异常波就是幻像波(见图1)。由此可见当仪器重复频率设置偏高、超声波在工件传播中衰减少的情况下容易产生幻象波。


图1 幻像波形成示意图
实线1-1、1-2、1-3、1-4表示第一次同步脉冲所产生的多次底面回波;
实线2-1、2-2表示第二次同步脉冲所产生的多次底面回波;
虚实线1-3、1-4是第一次同步脉冲产生的底面回波在第二次脉冲反射周期中被显示出来。
三、车轴典型幻像波现象及分析
1.现象
SS8机车车轴结构如图2所示。车轴超声波轴向检测采用纵波直探头在车轴端面检测。

图2
在对某台SS8机车车轴轴向超声波检测时,发现其中两对轮对的车轴疑似存在内部缺陷,具体表现如图3所示:在车轴一端面检测,发现在距离轴端1354mm处有异常反射波,在车轴另一端面检测可发现同样波形。
![]()
![]()
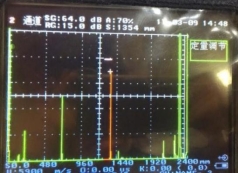
图3 车轴疑似缺陷波形图
2.分析过程
在规定的检测灵敏度下,车轴异常波波形独立、反射强烈,但若判定为缺陷波仍然存在很多疑点:
(1)异常波在检测灵敏度下波幅高度70%,若为内部缺陷,其阻挡的能量较大,车轴底波应有明显衰减,但该车轴的底波与正常车轴比较,并没有明显变化;
(2)理论上分析,车轴全长2340mm,当在车轴另一侧端面检测时,同样的检测灵敏度下将在986mm处出现不低于70%缺陷反射波,而事实上从车轴两侧端面检测,,异常反射波均在1354mm出现。
为准确判定车轴是否存在缺陷,将存在问题的其中一对轮对拆解为单个车轴。假设该异常波为缺陷引起的反射波,车轴轴向检测时波形反射强烈,那么拆解后在车轴轴身采用直探头径向探伤和采用横波斜探头检测,应有相应的异常反射情况。但拆解后车轴超声波检测合格,未发现缺陷波。
另外,在车轴一侧端面涂抹耦合剂,超声波传递至该端面时由于耦合层的原因,超声波投透射能量增大,反射能量迅速降低,同时异常波形也迅速降低,由此基本可判定异常波不是车轴缺陷反射波,而与底部反射相关。
综合以上分析,可判定某台SS8机车车轴轴向超声波检测发现的异常波为幻像波。
3.幻像波位置计算验证
车轴全长L=2340mm,超声波在车轴中的传播速度测得为C=6000m/s(非精准测速),超声波探伤仪的重复频率为f=200HZ,则:
车轴一次底面回波用时:t=2L/c ;
相邻两次同步脉冲的时间间隔T=1/f;
因为车轴出现了幻象波,所以 n×t>T,n为底面回波的第n次回波,它进入了第二次脉冲反射周期,n>6.37 ,取整数N=7;此时两次同步脉冲的时间间隔和底面回波存在以下关系:T+Δt=N×t;
一次同步脉冲产生的第7次底面回波在二次脉冲反射周期被显示的位置:
Δd=1/2×Δt×c ,Δd=1380mm,与幻像波出现位置1354mm接近(当C=6010m/s,Δd=1355mm,与幻像波出现位置1354mm吻合)。

图4 幻像波位置计算示意图
图5 幻像波位置计算图示
4.车轴幻像波原因确定
与其余同车型车轴相比,产生幻象波的两根SS8机车车轴在底波80%波高时的dB数明显低,这说明超声波在这两根车轴中传播时能量衰减更小,证明了幻像波更容易出现在透声性能好的工件中。
使用不同型号(重复频率设置不同)的超声波探伤仪对两根车轴进行复查,除了配置时间最早的几台超声波探伤仪,其余仪器检测车轴正常,由此追查,最终确定配置时间最早的超声波探伤仪需要进行系统优化。系统升级后,再次对存在异常反射的车轴进行验证,异常波消失,车轴波形正常。
四、结束语
随着超声波探伤仪操作系统的升级优化管理,车轴超声波检测中出现幻象波的概率极小。即使出现,只要对幻象波的产生原理有清晰认识,借助多种方法综合判定,可准确区分缺陷波和幻象波。可从以下方法识别幻像波:
参考文献:
[1] 万升云等.超声检测[M].中国南车焊接和无损检测培训中心,2015年,P89-P94.
[2] 肖峰等.铁路机车车轮超声波探伤的幻影波试验分析[J].铁道机车车辆,2009,29(3):P35-P38.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



