(招商局重工(江苏)有限公司 江苏南通 226000)
摘要:本文以笔者所从事研发的创新项目(项目号为CMHI-226)为依据,以在船舶生产制造企业精度管理部门多年的工作经验作为依托,针对CMHI-226 组合轨道制作、安装精度控制方案展开了相关研究,希望可以为同业者提供一些参考。
关键词:轨道精度;轨道制作;精度控制
CMHI-226左舷共计8个模块上布置3条超长轨道,单个轨道长约204.317米。轨道精度要求高,因三组轨道安装至一个模块上,相互间配合关系较难控制。项目策划初期船东方尤为重视该处精度控制,天津某项目因精度控制不良导致集成后RPS轨道更换约60米,舷外轨道更换约180米,造成极大经济及名誉损失。经过项目组、技术及其他场地建造方多轮讨论。统一创新制作方案,流程优化解决超长轨道制作安装精度问题,以保证轨道安装精度。
1、各类轨道建造方案
1.1 RPS小车轨道
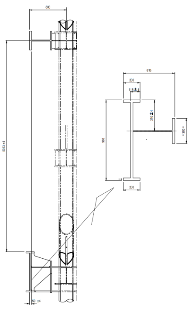
轨道规格:轨道规格:250*320*18990、轨道间中心线距离(distance)D=6100,精度要求见下图:


轨道建造流程:板材下料→胎架制作→面板上胎→腹板安装→保型筋板安装→轨道背对背点焊→焊接→火工矫正→RFI完工。
建造过程关键控制点:(1)板材下料:因RPS腹板(T=80)面板(T=50)板材较厚且有效高度较小。为防止单面受热切割时造成的永久性变形。腹板板和面板采用火焰切割机切割时需使用多头切割机同时切割抽条,禁止单边切割;(2)轨道装配焊接:轨道制作时两两为一对完成背对背点焊,减少后期焊接过程中腹板纵向弯曲。优化焊接过程中的焊接顺序和增加翻身次数,减少焊接变形。
1.2内侧起重机轨道
内侧起重机轨道规格:300*600*18990、轨道间中心线距离(distance)D=6635。
轨道精度要求:两轨道档距6635±4mm,同截面高度差±4mm,腹板距离内侧面板净尺寸138±4mm。
建造过程关键控制点:板材下料→胎架制作→腹板上胎→筋板安装→上面板安装→焊接→矫正→下面板安装→焊接→矫正→完工。
装配与焊接流程:首线完成腹板与筋板的安装与焊接,减少后期集中焊接导致的轨道变形。
1.3舷外侧起重机轨道
舷外起重机轨道规格:262*419*18990/200*960*18990轨道间中心线距离(distance)D=5033。轨道精度要求见下图:
建造过程关键控制点:板材下料→胎架制作→面板上胎→腹板安装→保型筋板安装→轨道背对背点焊→焊接→火工矫正→完工。
2、轨道模块安装方案 2.1统一定位基准 Pancake在复位时在模块四周预留四个以上的基准点和距离模块相对远一点的地方预留一个标高点,统一三个轨道安装的基准保证相互之间关系,避免因基准不统一导致的错位。 2.2 RPS轨道模块定位 轨道安装前参考安装图划好安装线和检查线,安装线为轨道中心线,两根中心线开档要求≤2mm。检查线为面板向外100mmM.K。
轨道按线安装完毕后,使用三根钢丝调整轨道的直线度及平面度。调整完毕进行焊前测量,焊接中分阶段进行精度监控。由于轨道比较长,为防止钢丝下垂每隔一定距离放置了同高度的支撑工装。 焊接过程中先焊接RPS轨道腹板与模块的焊缝,焊接时需双人在两侧采用分段退焊的方式进行对称焊接,焊接电流不宜过大,控制热输入,焊接过程中做好过程监控,适当调整焊接顺序,减小焊接变形,而且焊接时把整条焊道压完后方可焊接下一道,不允许在同一位置焊接多道后再焊接另一位置焊缝。 2.3舷内起重机轨道模块定位 模块整体结构焊接完成后,安装船内吊机轨道,根据模块安装的基准线划出轨道中心线的定位基准线位置。 轨道需向非使用面放置10-15mm反变形,并且使用支撑将轨道束缚在立柱上,焊接过程中经常监控轨道开档变化,根据焊接变形量,适当调整焊接顺序。焊接顺序如下图:
2.4舷外起重机轨道模块定位 模块整体结构焊接完成后,安装船外吊机轨道,根据模块安装的基准线划出两根船外吊机轨道中心线的定位基准线位置(含高度方向);在轨道与模块立柱交汇位置的正下方焊接临时支撑工装,工装与模块立柱需满焊;将轨道吊装至临时支撑工装上后,用垫片进行微调,使其轨道直线度及面板平面度公差控制在3mm/3000mm以内,极限6mm;上轨道中心线与下轨道面板中心线标高公差在±5mm以内。 调整完成后对轨道连接位置同时进行焊接,需注意焊接顺序及速度要一致,同时,控制热输入量,减少焊接变形。 轨道使用控制网现场定位,半宽适当放大,艏艉到位后点焊,班组再自行调整细节数据,管控点与预制阶段相同,精度要求同步。 由于设备特性,SS2轨道定位时需与SS1轨道半宽同步,上下轨道焊接后状态基本与焊前同步,半宽内收3-5mm。 |
结论 3个模块共计341.820米轨道制作、安装精度要求船东标准,减少后期集成风险;通过整体数据精度匹配,及基准统一,整体模块集成轨道定位精度良好,为保证项目进度打下坚实基础。赢得业主好评,在吊装到位后对接接头完美吻合,几乎无需调整。可行性和复制性强,固化厂内轨道制作方案。为后期设备轨道制作提供经验和方案。 参考文献 [1]万玉华,胡恺,咸屹.船舶制造精度管理及过程控制技术分析[J].中国设备工程,2023,(08):135-137. |
武文元(1989-),男,汉族,籍贯:吉林四平,中级工程师,本科,研究方向为船舶与海洋工程。 |

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号