东方电气集团东方锅炉股份有限公司工艺研发部 643001
摘要:以148mm厚度规格SA299Cr.B锅炉锅筒用钢板为研究对象,基于其实际材料性能,通过对该材料进行焊接试验和及理论分析,确定了SA299Gr.B的焊接预热温度,为生产的顺利进行打下了基础。
关键词:锅炉锅筒用钢板;SA299Cr.B;焊接性;冷裂纹;斜Y型坡口试验;
1前言
SA299Gr.B为ASTM SA-299/ SA-299M标准中钢种牌号,属于压力容器用碳锰硅钢,用于锅炉锅筒制造。但其厚壁材料在国内制造中应用较少,有必要对该钢的焊接性进行理论和试验测试分析,以便掌握该钢的焊接性特点,为指定合理的焊接工艺提供支持。本研究在不同温度下进行了SA299Gr.B钢板斜Y型坡口试验,以确定了SA299Gr.B钢板的最低预热温度。
2试验材料
试验选用148mm厚SA299Gr.B钢板,供货状态为正火+回火,其材料的化学成分标准要求值及取样实测值见表1所示。
表1 化学成分标准要求值以及实测值(wt%)
元素 | C | Si | Mn | P | S | Cr | Mo | Ni | V | Cu |
ASME SA299Gr.B | ≤0.30 | 0.13~ 0.45 | 0.84~ 1.62 | ≤ 0.035 | ≤ 0.035 | - | - | - | - | |
实物分析 | 0.25 | 0.26 | 1.42 | 0.014 | 0.0003 | 0.190 | 0.100 | 0.280 | 0.020 | 0.020 |
选用大西洋的J557R焊条焊接拘束焊缝,焊条的焊缝熔敷化学成分见表2所示。
表2 焊材化学成分实际值(wt%)
化学成分 焊材牌号 规格 | C | Si | Mn | S | P | Ni | Mo | Cr | |
J557R | φ4.0 | 0.09 | 0.28 | 1.40 | 0.017 | 0.009 | 0.76 | 0.20 | 0.010 |
3材料焊接性分析
3.1 碳当量分析
焊接性是指金属材料在采用一定的焊接工艺包括焊接方法、焊接材料、焊接规范及焊接结构形式等条件下,获得优良焊接接头的难易程度。钢材焊接性能的好坏主要取决于它的化学组成,而其中影响最大的是碳元素。当钢中碳含量增加时,钢的强度增大,淬硬倾向增大,塑性下降,焊接性能下降,焊接时易在热影响区出现裂纹。钢中的其他合金元素大部分也不利于焊接,虽其影响程度一般都比碳小,但是从焊接角度来讲,随着合金元素种类和含量提高,材料的淬硬倾向,冷裂倾向也随之增大[1]。因此,通常以碳当量作为一项重要指标评定钢材的焊接性。
美国焊接学会钢结构焊接规范AWS D1.1/D1.1M:2015中附录H(预热温度指导方针)中更新了通过碳当量计算确定材料焊接性的方法,该指导方针中使用钢的碳含量与碳当量对钢的焊接性进行定级。它推荐的碳当量计算公式[2]为:
![]()
计算获得该钢实测成分碳当量为0.57,根据Figure H.1-Zone Classification of steels(见图1),可以发现该钢的实测成分处于处于Zone III中。根据该焊接规范中的H5.2节的描述,钢处于Zone I中时,则该钢焊接性优良不易发生开裂;钢处于Zone II中时需通过控制焊接热输入或焊前预热处理来提高焊接质量;钢处于Zone III中时,材料焊接性较差,需通过严格控制扩散氢含量、严格控制焊接热输入与焊前预热处理来确保焊接接头的可靠性。该钢的实测成分位于Zone III中,则该钢的焊接按照Zone III区域中钢的焊接要求,需要通过消氢处理、控制焊接热输入及一定的焊前预热来提高焊接接头质量。
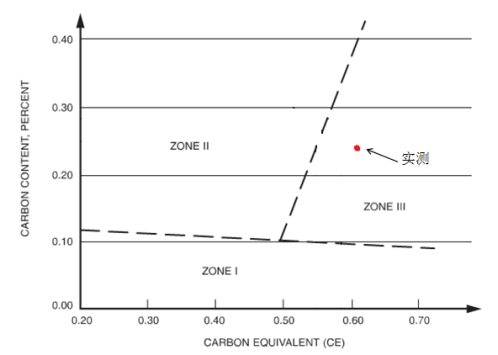
图1 钢焊接性的区域分级
(摘自AWS D1.1/D1.1M:2015:Fig H.1)
3.2 焊前预热温度理论计算
在AWS D1.1/D1.1M:2015中附录H(预热温度指导方针)中,叙述了由材料冷裂敏感性、熔敷金属扩散氢与施焊时拘束水平下推导焊前预热温度的过程,具体推导过程如下:
首先,确定该钢的敏感性指数Susceptibility index(![]() ),其中
),其中![]() 为冷裂纹敏感指数公式[3],H为扩散氢含量等级。
为冷裂纹敏感指数公式[3],H为扩散氢含量等级。
![]()
计算获得该钢成分实测成分下的冷裂纹敏感指数为0.35。
焊接选用的J557R焊条,焊条为低氢型焊条,烘焙状态焊条熔敷金属中扩散氢的含量小于5 ml/100g,根据规范中H6.2.2所述,将熔敷金属中扩散氢的含量小于5 ml/100g确定为“H1”级。通过A Table. H 1、H2确定实测成分与极限成分的该钢敏感性指数均为“E”级。
另外,根据规定一般角接接头与坡口焊接接头拘束水平为低;结构件施焊时移动自由度下降,拘束水平确定为中;施焊时几乎没有可移动的空间,拘束水平确定为高。由于锅筒焊接时工件尺寸及壁厚较大,则将它施焊时的拘束水平定为“高”。比对Table H. 2续,可知该钢在焊接时标准推荐预热温度最低为160℃。
4斜Y型坡口裂纹试验
4.1试验方法
斜Y型坡口焊接裂纹试验是一种检验低合金钢焊接性试验的一种方法,试验原理及要求按GB 4765,按图2加工试板坡口。
 图 2 斜Y型坡口加工图
图 2 斜Y型坡口加工图
4.2试验过程
按图4加工共5副40mm厚斜Y坡口试样,编号分别为GE1、GE2、GE3、GE4、GE5。
4.2.1拘束焊缝的焊接
焊接拘束焊缝,焊前预热150-200℃,采用J557R/φ4.0焊条打底并过渡,反面清根后,采用J557R/φ4.0焊妥,焊接填充时正反面交替焊接减少角变形。焊接需保证拘束焊缝坡口根部完全焊透,焊前焊条需进行烘干。焊接参数:焊接方式为SMAW;焊接电流180A;焊接速度14-15cm·min-1;焊接电压25V;焊接热输入≤19.28/kJ·cm-1。
4.2.2试验焊缝的焊接
焊好拘束焊缝后,清除掉在拘束焊缝焊接时所附着的飞溅物,冷却后用钢刷打磨坡口,清理干净试验焊缝,按表3参数进行试验焊缝的焊接。焊接时在坡口外引弧,收弧也在坡口外进行,如图3所示。
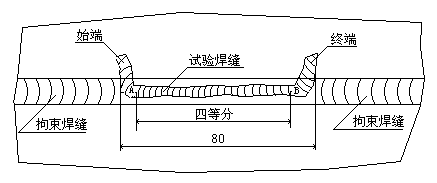
图3 试验焊缝焊接示意图及检查取样示意图
表3 试验焊缝焊接规范
试件编号 | 钢板厚度(mm) | 施焊时试件温度(℃) | 焊接材料 | 焊 接 规 范 | |||||||
焊条牌号 | 规格(mm) | 烘干温度(℃) | 烘干时间(h) | 电源极性 | 焊接电流(A) | 电弧电压(V) | 焊接时间(s) | 计算焊接速度(mm/min) | |||
GE1 | 40 | 103 | J557R | 4.0 | 380 | 1.5 | DC/RP | 176-183 | 25 | 32 | 150 |
GE2 | 40 | 127 | J557R | 4.0 | 380 | 1.5 | DC/RP | 175-182 | 25 | 32 | 150 |
GE3 | 40 | 153 | J557R | 4.0 | 380 | 1.5 | DC/RP | 174-182 | 25 | 31 | 154 |
GE4 | 40 | 176 | J557R | 4.0 | 380 | 1.5 | DC/RP | 177-186 | 25 | 30 | 160 |
GE5 | 40 | 201 | J557R | 4.0 | 380 | 1.5 | DC/RP | 174-183 | 25 | 34 | 141 |
4.2.3检查
试件焊完48小时后作MT检查和解剖(按图6所示四等分),统计表面裂纹长度和断面裂纹长度。
4.3试验结果
试验检查结果见表4,根据推荐公式计算得到表面裂纹率、截面裂纹率和根部裂纹率。由检查结果可知,在预热温度为103℃,编号GE1试样中两个样出现了根部裂纹,考虑到生产实际中可能存在咬边和拘束度增大等原因,在实际生产中在103℃的预热温度下采用J557R焊接可能会出现冷裂纹,但将试验温度提升至127℃及更高时,结果未发现表面、截面及根部裂纹。
表4 检验结果
编号 | 板厚 | 预热温度 (℃) | 表面裂纹率 | 截面裂纹率 | 根部裂纹率 |
GE1 | 40 | 103 | 0 | 8.5% | 31.6% |
GE2 | 40 | 127 | 0 | 0 | 0 |
GE3 | 40 | 153 | 0 | 0 | 0 |
GE4 | 40 | 176 | 0 | 0 | 0 |
GE5 | 40 | 201 | 0 | 0 | 0 |
5 结论
(1)根据斜Y型坡口焊接裂纹试验结果,可知该批试验用SA299Gr.B钢:在预热127℃以上,采用J557R焊条焊接时,不会产生焊接裂纹。
(2)根据理论公式计算厚壁SA299Gr.B钢需通过消氢处理、控制焊接热输入及一定的焊前预热等措施来预防焊接裂纹。
(3)结合碳当量计算、敏感指数等级及斜Y型坡口焊接裂纹试验结果,厚壁SA299Gr.B 钢的焊接预热温度应≥160℃,且应结合施工环境、结构特征优化最终的预热温度,当壁厚和拘束度较大、施工环境温度较低及湿度较大时,应通过相关试验确定。
参考文献
[1]催忠圻.焊接学与热处理.北京:机械工业出版社,2000.
[2]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,1996.
[3]张文钺,周振丰.焊接冶金与金属焊接性(第2版) [M].北京:机械工业出版社,1988.
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



