河南中烟工业有限责任公司安阳卷烟厂 河南安阳 455000
摘要:GDX2卷烟包装机设备的商标纸供应自动化程度低,需要人工将成捆的小盒商标纸放置在中转平台并最终传送到输送带上,而且设备的运行速度高,需要人工不停的上料,劳动强度极大。为了降低劳动强度,实现自动上料功能,因此设计开发出一种专门用于自动上料系统的卷烟包装机小盒商标纸(堆叠)自动取料装置是首要解决的问题。
关键字:GDX2包装机 商标纸 自动取料
一、存在问题
GDX2卷烟包装机设备的自动化程度低,生产过程中需要人工不断将成捆的小盒商标纸放置在中转平台上,人工劳动强度大[1]。
二、系统方案设计
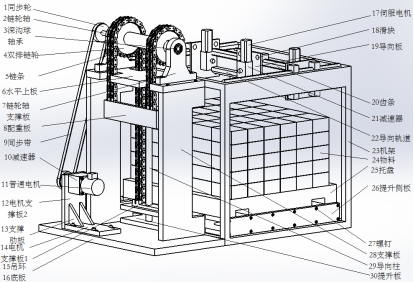
该装置主要有自动提升系统、识别定位系统和自动吸取系统组成。
其中,自动提升系统由普通电机、减速器、电机支撑板、同步带、深沟球轴承、2个双排链轮、双排链条、链轮轴、链轮轴支撑板、提升平台、导向柱、配重以及若干螺栓和螺钉组成;识别定位系统由3个伺服电机、3个减速器、3个齿轮、3个齿条、3个导向轨道以及若干螺栓组成;自动吸取系统由气源、气缸、吸嘴、1个两位四通电磁换向阀、1个两位二通电磁换向阀及若干管路组成[2]。自动吸取系统:在减速器的底面上,安装有一个直线气缸,活塞杆的输出端端面和圆柱面上钻有一对相贯孔,用于通入真空,在活塞杆端部安装一个吸盘,用于吸取小盒商标纸物料。
三、工作流程
在卷烟包装机生产过程中,当送料人员将整盘的小盒商标纸送至到该装置给定位置时,外部机器手可取料,当外部机器手小盒商标纸(堆叠)物料吸取走,然后自动定位系统按照设定好的PLC程序,按照坐标顺序移动,在该定位过程中,PLC先控制前后两个同步伺服电机从左右至右运动,然后控制另一个伺服电机从前往后运动,最终达到相应坐标位置,当自动定位系统到达该坐标后,PLC根据3个伺服电机反馈的自身位置,输出一个高电平信号, 该高电平信号将使得用于气缸活塞杆伸缩的的两位四通电磁换向阀K1线圈得电,两位四通电磁换向阀正向导通,正压空气进入缸体无杆腔,气缸活塞杆伸出,将吸盘压向成捆的小盒物料上,同时高电平信号将使得吸取物料的真空回路中的两位二通电磁换向阀线圈K2得电,二通电磁换向阀导通,吸盘处形成负压,实现物料的顺利吸取,每吸取一捆商标纸,识别定位系统的伺服电机都将物料按照既定程序运送回坐标原点处,当到达坐标原点处时,PLC根据3个伺服电机反馈的自身位置,输出一个低电平信号,该低电平信号将使得K2线圈失电,真空回路中的两位二通电磁换向阀换向关闭,物料在自身重力下,平稳被放置在坐标原点处,同时低电平信号将使得K1线圈失电,正压回路中的两位四通电磁换向阀反向导通,正压空气进入缸体有杆腔,气缸活塞杆退回,至此,物料的吸取和放置任务全部完成,等待机器手再次取走。当最顶层的最后一捆商标纸被使用完后,PLC根据3个伺服电机反馈的自身位置,判断确实是该层最后一个位置时,输出一个高电平信号,该高电平信号控制普通电机开始正向转动,通过减速器,带动同步带轮转动,通过同步带将动力传递到链轮轴上,链轮轴带着安装在其上面的链轮转动,再通过链轮和链条的啮合,实现升高物料提升板的目的。当物料提升板上升到使得机架上安装的光电传感器信号有信号时,该信号经过PLC输入端子排,反馈给PLC,PLC随即发出一个低电平信号使得普通电机停止转动,这样物料刚好悬停在Z_max处,就这样,不断地升高提升板,使得提升板上的第一层、第二层……以及最后一层商标纸被全部使用完。当最后一层的最后一捆商标纸被使用完后,PLC同样根据3个私服电机反馈的自身位置,判断确实是该层最后一个位置,给出一个输出信号,电机开始反转,提升板开始下降,直至达到最底层的光电开关位置时,电机停止转动,等待送料人员进行送料[3]。
四、 实施效果
设计开发的专门用于自动上料系统的卷烟包装机小盒商标纸(堆叠)自动取料装置实现了自动取料功能。降低了劳动强度,为实现自动上料提供了必要条件。
参考文献
[1]王晓燕.基于PLC的液晶玻璃基板自动上料控制系统[J].兵器装备工程学报,2020,41(09):176-181.
[2]杨剑锋,徐智勇,赵云斌,关宏.机器人自动上箱系统在卷烟装封箱机组的应用[J].烟草科技,2013(02):20-23.
[3]刘建春,罗锋华.浅谈自动上烟装置在卷烟自动分拣系统中的应用[J].物流技术,2014(12):63-67.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



