中核(汕头)精密制造有限公司
摘要:本文对300MW格架条带生产过程中频繁出现冲头或凹模问题进行了总结和分析,并找出了几种有效的解决方案,最终解决了模具在生产中容易崩口造成产品外观缺陷报废,同时也有效地提高300MW格架条带的生产效率及产品的合格率。
关键词:300MW 级进模 崩口 压痕
前言
燃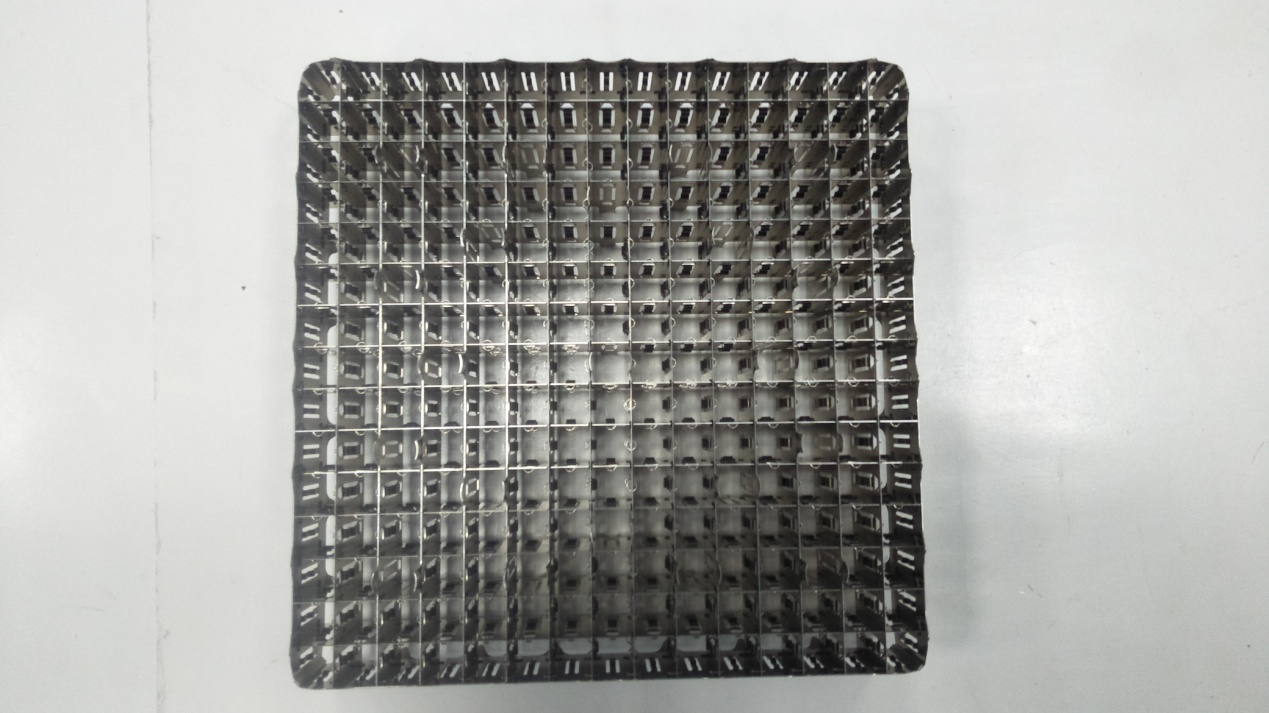
料元件架又称为燃料组件定位格架和弹性定位格架。定位格架是燃料组件中极为重要的部件,它是由镍合金条带(以下简称条带)插配在一起后,经钎焊而成(见图1):
图1:条带装配后的定位格架
定位格架是固定核燃料棒在核反应堆进行反应,关系到核燃料棒在反应堆的稳定性,严重者能导致核燃料棒掉落造成核泄漏。因此条带的尺寸精度与表面质量有很高的要求。
300MW格架条带级进模具与300T压力机通过控制程序相互配合,实现了300MW格架条带生产的自动化,每分钟最快能生产3片格架条带,每天最大能够生产700片格架条带。
问题描述
3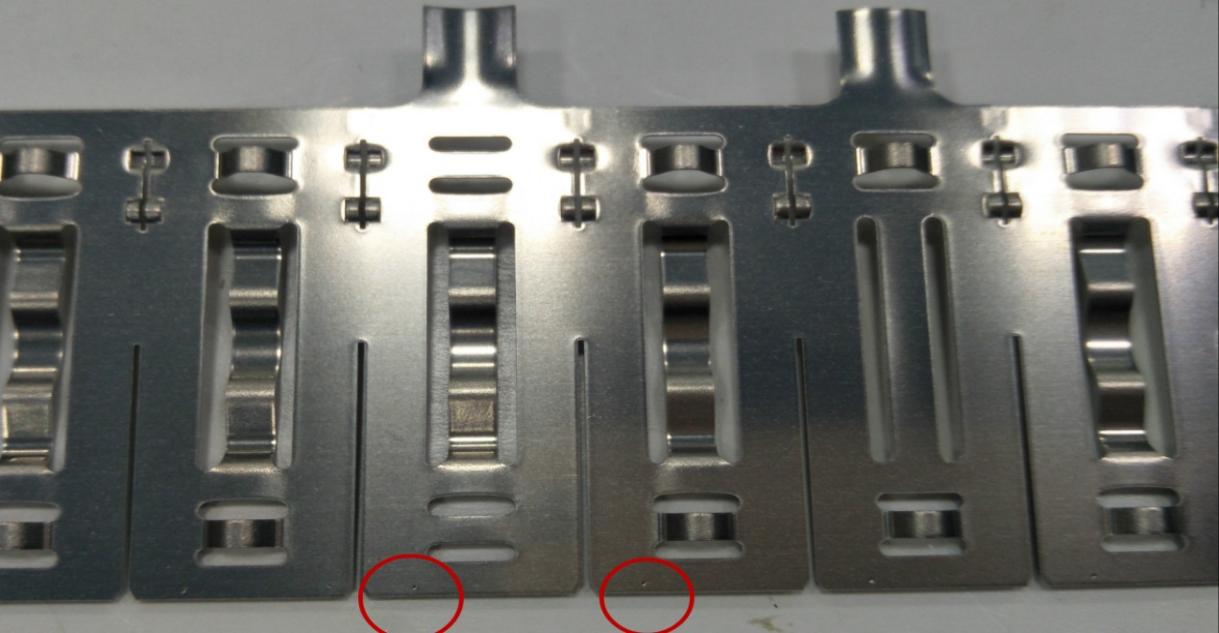
00MW格架条带级进模具有着级进模具优点的同时,也同样存在级进模具有的结构复杂、制造难度大、修理模具困难等诸多缺点,其中,在生产过程中出现的“压痕”问题一直是个令生产人员苦恼的问题。因为只要发生“压痕”,就会在产品表面留下痕迹,在级进模的生产方式下,没有及时把模具处理干净,就会生产出大量的不良品(见图2):
图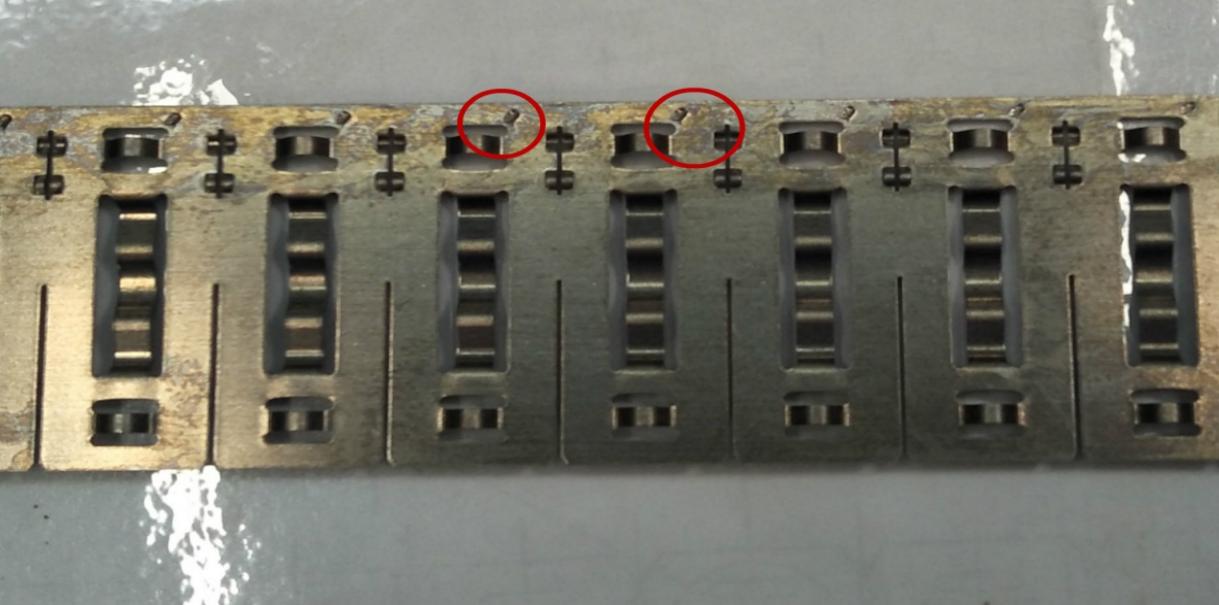
2;压痕报废产品
300MW内条带冲压采用300T压力机与300MW内条带级进模具相配合,压机冲压速度采用50 SPM(Strokes Per Minute),装模高度采用450.25mm。原材料为镍合金带材(材料牌号GH4169A)。由于原材料出厂宽度有误差。本级进模材料进模具的第一道工序是切边。由于切边冲头与凹模经常出现崩口或磨损较大,导致产品出现大量压痕不良品,大大降低了产品的合格率(见图3):
图3:300MW模具进料切边崩口后生产数量及合格数量
图4:不合格数量及原因
从图4中我们可以看出,在进料切边崩口后生产,压痕不合格数量最大能达到185片,最少也有52片,其中压痕数量占不合格数量的63.7%,八次生产压痕不合格总为881片,平均每次生产出现压痕110.1片。从图4中可知造成了大量的压痕报废,生产合格率降低,使平均合格率仅为78.69%,远低于年平均合格率90%。同时在压痕发生后,操作人员需要大量时间对模具进行清理,这也浪费生产时间,降低了生产效率。
原因分析
在模具改进之前,遇到冲头凹模崩口或者磨损时出现大量压痕。我们解决办法只能拆模具更换备品。300MW内条带级进模具结构较为复杂,每一次的拆卸安装都需要1-2天的工作日才能完成。
300MW内条带级进模具进料切边冲头凹模崩口位置多出现在燕尾槽的两端锐角崩口(见图5):
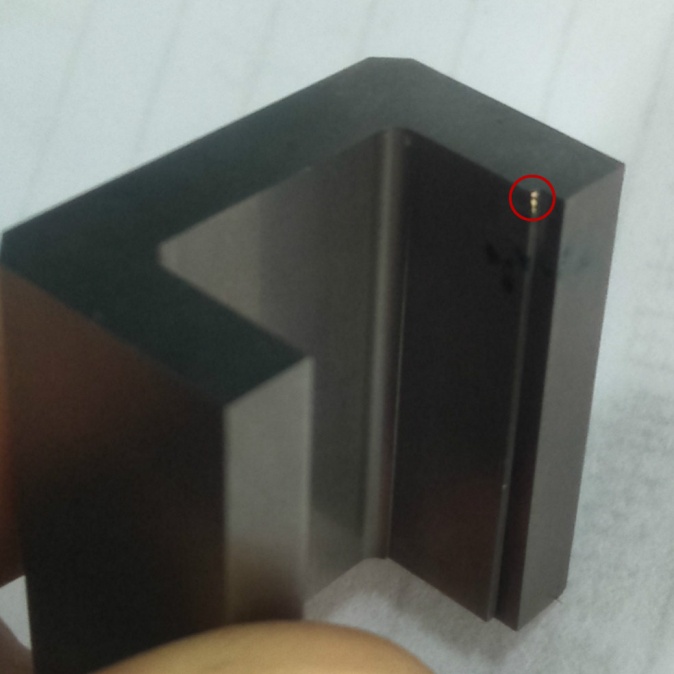

图
5:300MW级进模凹模冲头崩口位置
图6:出现崩口后凹模刃口会出现大量碎屑
如图5凹模或冲头出现崩口时,在冲压过程就会产生碎屑(如图6),这些碎屑有些顺凹模掉到废料盒,有些是粘贴到冲头跟着冲头上来掉落到模具冲压面后造成产品压痕。根据车间生产经验及国内相关的资料,造成300MW级进模具进料切边冲头凹模崩口与磨损的原因主要有以下几点。
a)凹模冲头材料为,CD650钨钢(硬质合金)具有硬度高、耐磨、强度和韧性较好、耐热、刀口锋利、耐腐蚀等一系列优良性能,特别是它的高硬度(CD650硬度可达93HRA以上)和耐磨性。。但其缺点是材料脆,磕碰容易造成缺口。冲压过程中容易造成崩口,跟材料硬度高有直接关系。
b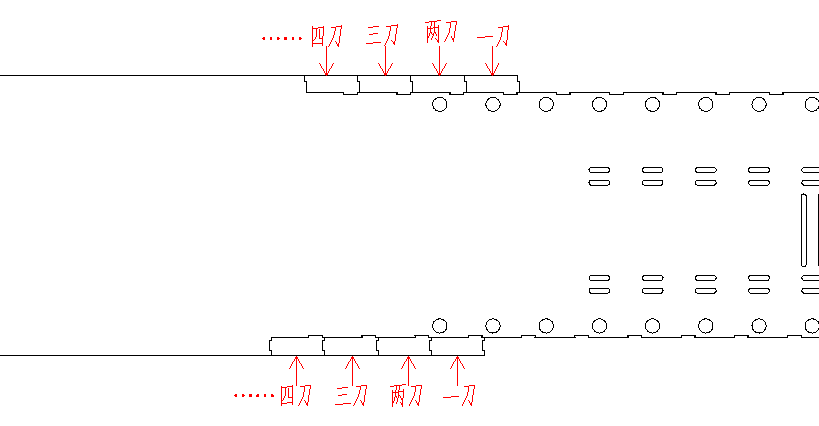
)凹模冲头冲压过程,受力不均。切边冲材为两边切削,所以就形成两边受力,两边空切。以下(如图7):
图7:模具切边冲材每一次冲压只切两个边
c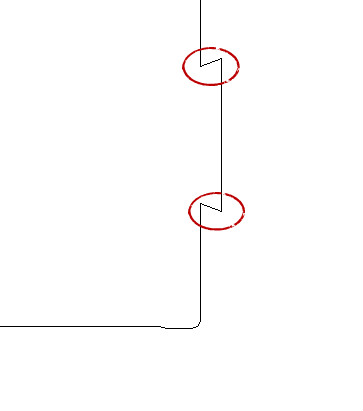
)凹模与冲头容易崩口与磨损位置是在燕尾槽锐角位置。(如图8)是凹模与冲头崩口位置。
图8:冲头经常崩口位置
300MW级进模的进料切边冲头凹模刃口为什么要设计燕尾形。是因为进料切边冲出来的废料是没有起到卡料作用,所以原前设计刃口燕尾形是为了起到卡料作用。
解决方案
根据以上分析,300MW级进模出现大量压痕,造成产品不良原因在于模具的进料切边产生。面对300MW格架条带级进模产生大量压痕问题,我们从模具设计改进入手,提出以下两个改进方案来解决压痕问题。
模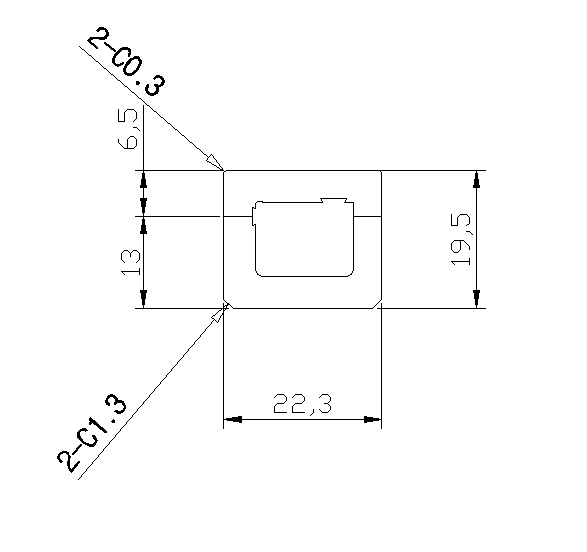
具改进前进料切边冲头与凹模结构以下(如图9及图10):
图
9:300MW级进模进料切边凹模
图10:300MW级进模进料切边冲头
由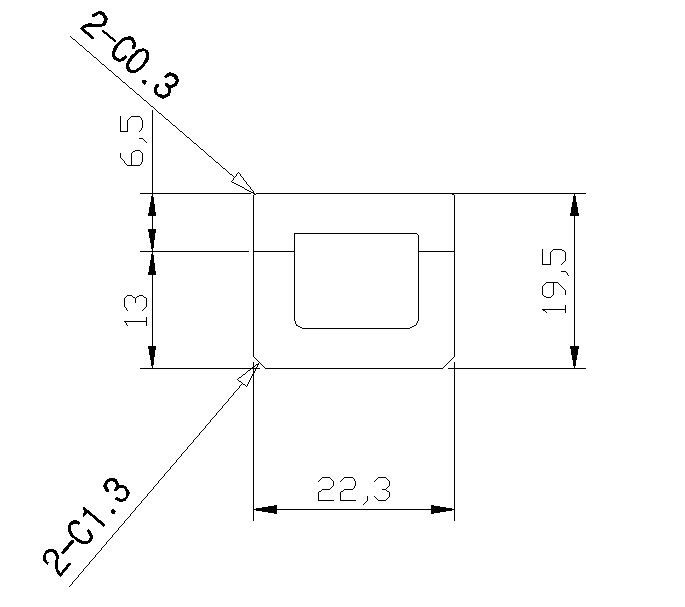
于冲头与凹模刃口燕尾锐角容易崩口与磨损,所以把燕尾刃口去除。冲头凹模刃口成长方形形状。以下(如图11):
图11:去除燕尾槽后凹模形状
问题来了去除了燕尾槽后。原本燕尾槽的作用是为了卡废料,防止冲下去的废料被冲头粘连,带到工作面造成产品压痕。如今凹模没有起到卡料作用,生产过程一定会因为原材料表面冲压油,废料跟冲头形成粘连作用把废料带出,掉到工作面造成压痕。
为了避免废料跟冲头粘连,重新设计了两种防止废料粘连方案。第一种是冲头加气孔。第二种是冲头加顶针。
a)冲头加气孔设计发案如下。
冲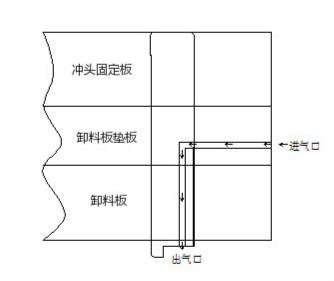
头与卸料板垫板打气孔。为什么选择卸料板垫板打气孔原因是模具打开时卸料板垫板也跟着打开。所以模具冲下时卸料板垫板闭合,气孔打开,吹掉以切除的废料(如图12)。模具打开,卸料板垫板跟着打开,跟冲头形成错位所以气道错位,形成关闭作用以下(如图13):
图12:模具冲压闭合时气口状态
图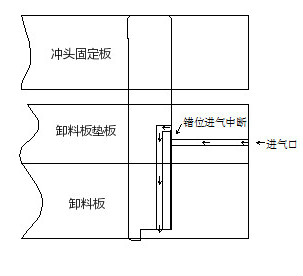
13:模具打开时状态
b)冲头加顶针。冲头需要打孔与攻螺纹,在冲头里面放置了顶针、弹簧、螺丝。以下(如图14):
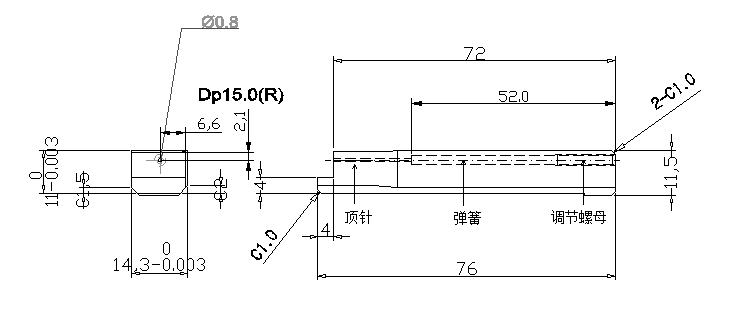
图14:冲头加顶针结构图
经过分析后确定使用冲头加顶针方案。原因是冲头加顶针制造简单,不需要修改模具整体结构。而冲头加气孔缺点:需要在卸料板增加气道,生产时噪音大,修改难度大。
生产成效
通过300MW级进模切边冲头凹模结构改进后,生产的不合格数量统计分析,我们可以看出经过对300MW模具改进后的后续生产,300MW级进模进料切边改进后有效解决了压痕概率,其改进后生产数据统计如图15及图16所示:
图15:300MW改进后生产数量及合格数量
图16:改进后不合格数量及原因
通过图15 及图 16可以看出,在进料切边改进后产品合格率达到95.0%,比改进前的78.69%提高了16.31%。高于年平均合格率90%。压痕数量占不合格数量的29.8%。五次生产不合格总是51片,平均每次10.2片。相比图3 图4 ,经模具改进后,压痕数量占不合格数量百分比下降33.9%,维修调整后平均每次生产出现压痕数量降低了近100片。通过数据的比较,可以看出进料切边改进后,避免了崩口与易磨损现象,减少了产品压痕概率,同时也增长了冲头凹模使用寿命。
改进前后产品对比图 | ||
| 产品生产合格率 | 压痕数量占不合格数量 |
改进前8次产生数据 | 78.69% | 63.7% |
改进后5次产生数据 | 95.0% | 29.8% |
图17:改进前后对比图
总结
我们通过多年来的摸索总结,最终有效解决了300MW级进模具进料切边冲头凹模易崩口问题,大大提高了公司的生产效率及产品合格率。通过对300MW级进模具进料切边崩口问题的解决,使我们对300MW级进模具结构及功能更加的了解。同时随着300MW级进模具进料切边改进得到有效改善,以后还可以应用到本公司的CF3级进摸,AFA3G级进摸,甚至还可以推广到级进摸行业中使用。
参考文献
[1] 姜奎华。冲压工艺及模具设计。北京:机械工业出版社,1998。
[2] 陈炎嗣、陈炎裔。多工位级进模设计手册。北京:化学工业出版社,2012。
[3] 李小勇 。多工位级进模冲压载体形式对成型精度的影响。重庆大学硕士学位论文,2007。
2

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



