青海黄河上游水电开发有限责任公司西宁太阳能电力分公司 青海 西宁 810000
摘要:随着国内金刚线制造和应用技术的不断成熟,加之市场需求的快速增长不断的刺激金刚线制造技术发展迅速,金刚线切割工艺已成为行业内硅片制造技术发展趋势[1]。如何通过有效的切割技术及现场控制,降低金刚线切割生产成本,就是硅片制造技术需要研究的重要方向。本文主要针对金刚线切割技术及过程中切割异常分析进行分析。
关键词 :金刚线细线切割;排线拉斜;排线间距
1.引言
目前光伏企业发展以“降本增效”为主旋律。如何提高太阳能硅片切割效率、降低单片耗线成为近几年关注的问题。影响硅片切割质量的因素主要有:金刚线品质、所用主辊(切割辅材)刻槽工艺、切割设备性能的稳定性、减少硅片切割单端钢线磨损度、控制硅片切割质量、降低切割异常。
对于硅片切割来说,切片的加工技术和加工方式将对加工的质量和速度产生关键的影响。因此,对于硅片加工工艺的基本原则是:成型精度高,平面度高,制件翘曲值低和厚度精度高[2];切割断面保证完整;提高加工效率,避免材料损耗。在硅片切割技术中,多线切割技术以其生产量高,硅片直径适用范围广,翘曲值低,表面损伤浅,表面光洁度低等多项优势被广泛应用。硅片多线切割技术包括砂浆切割工艺和金刚石线切割工艺。
a.砂浆切割技术。
砂浆切割方式是以游离式的切割模式,靠悬浮液的炫富碳化硅,再通过线网的带动,进行磨削切割。其切割方式见图1。
图1 砂浆切割方式
砂浆切割工艺是一种游离式切割方式。该工艺以结构线为基体,莫氏硬度为 9.5 的碳化硅( SiC)作为切割刃料,结构线在高速运动过程中带动切割液和碳化硅混合的砂浆进行摩擦,利用碳化硅的研磨作用达到切割效果。随着国内光伏产业规模的扩张以及带来的利润降低,通过降低生产成本、提高生产效率来维持企业竞争力势在必行。在过去的三到五年内,主要通过对切割砂浆的技术改进来实现成本的控制,但目前已无法实现进一步降本。所以金刚线切割技术突破则是硅片加工成本下降的重要途径,也是未来硅片切割的趋势。
b.金刚线切割技术。
金刚线是将金刚石颗粒采用树脂粘接和电镀的方式固定在直拉金刚线上进行高速往返切削,其切割方式见图2。
图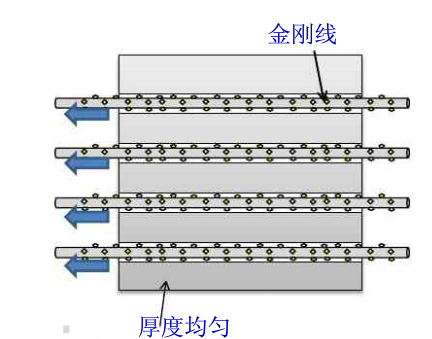 2 金刚线切割方式
2 金刚线切割方式
金刚线切割技术是一种固结式切割方式。该工艺是将莫氏硬度为 10 的金刚石颗粒以电镀金属沉积或者树脂结合的方法固着于母线基体上,金刚线的高速运动带动金刚石以同样的速度运动,直接产生切割能力。金刚石切割线技术目前主要分为两大类型,分别为树脂金刚石线和电镀金刚石线。目前电镀金钢线切割单晶硅片、电镀或树脂线切割多晶硅片工艺已经成熟,大大降低了切割成本。
a.提高切割速度,大幅提升机器生产效率、产能,降低废水处理难度。
与传统的砂浆切割相比,金刚线切割效率更高,切速由0.5mm/min提高至3.0mm/min,单机产能由1.38万片/台/天提升至3.49万片/台/天,在能耗、人工、设备折旧成本都有所降低;细线化:随着金刚线工艺的发展,钢线尺寸由70线过渡65、60、55线及现阶段各家研发的50、47线,硅片180微米公斤出片已趋近69片/公斤;损伤层小:金刚线线切造成的损伤层远小于传统的砂浆切割,损伤层是砂浆切割的40%-50%,更有利于硅片薄片化发展;污染小:金刚线切割冷却液为水与切割液按比例混合模式,并且冷却液可经循环系统回收使用,大大降低废液处理的难度。
金刚线的切割效率能够较游离碳化硅砂浆切割提高,主要由于:(a)固结方式:也就是带来金刚石参与磨削的切割更多,同时也减少了磨料之间的相互磨损现象;(b)金刚石硬度高:金刚石的耐磨损性强,都将大大延长金刚线的使用寿命;(c)切割线速度高:金刚石与硅片接触面积增大,金刚线又将能承受高线速度带来的其他不良,从而发挥高切割速度的优势。
b.单位产能硅耗降低,出片率高,降低切割成本。
金刚线切割相较于砂浆切割来说,锯缝相对较小,这样切出的片数就多。片数增加后,意味着每一片的损耗也少,由此可大大节省硅料,从而降低生产成本。砂浆切割的结构线直径是 0.12 毫米,而主流金刚线的直径则只有0.06毫米以下,以切割一公斤硅锭为例,前者只能切50片不到,后者则可切到67片左右,且金刚线不断往细线化发展,线径更细的线切割时对硅料的磨损更小,出片更多。
3.3切割方式
金刚线加工切片,属于钢线表面电镀金刚石颗粒,采用高速正反向切割的方式,在硅体表面性质两体磨削式切割,得到一种硅片表面线痕在小于15μm,TTV小于30μm的硅片,切割硅片方式根据硅片表面质量,金刚线使用量的不同来变化,切片工艺上主流的方式有两种,具体如下:
a.高速短距离正反切割方式
设备运行时,放线正向距离在400-650米,回线距离在390-550米,加速时间在4.5米每平方秒,线速在每秒20-30米,加工进刀速度在0.8-1.3毫米每分钟,(见图5)由于钢线往复的距离短,加工停顿时间频次多,影响钢线的切割力,加工耗线单晶在1.2米-1.5米每片,往复的距离短,频次多,驱动线轮运动的频次多,故障率及稳定性差,导致加工良率及设备故障率波动高。这种切割方式需要匹配钢线的切割力才能得到表面符合要求的硅片表面质量,加工时间大于等于120分钟,极大的增加了金刚线的磨损程度,影响了金刚线的切割力,导致加工成本高。

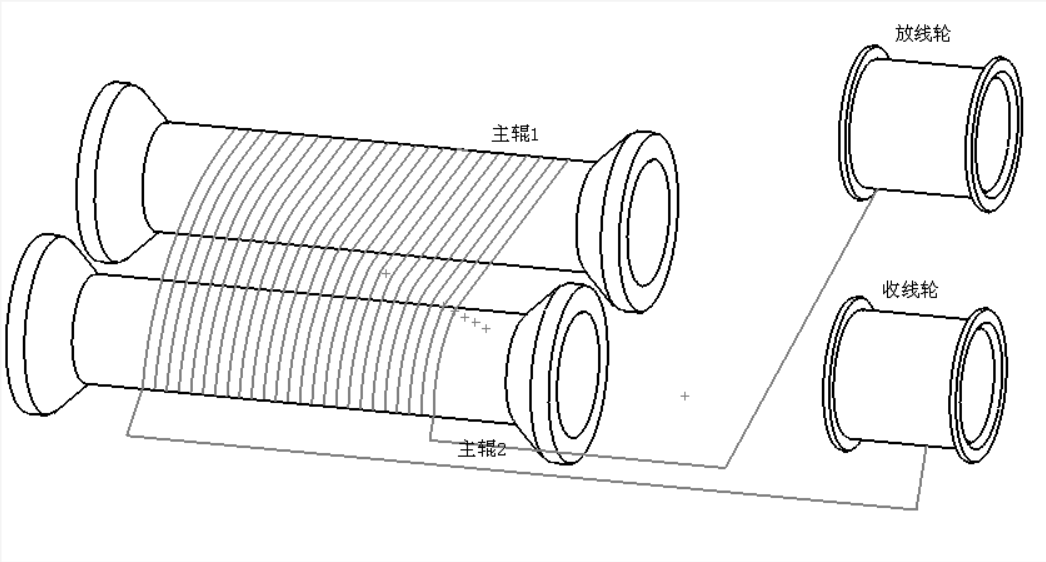
图3 金刚线切割方式示意图
b.高速长距离往复切割方式。
此种切割方式是将往复距离设置成正向距离为3700-4500米,回线距离为3700-4500米,通过提升金刚线运转的距离,可以降低小距离循环导致的加速及减速导致的金刚线表面磨损,同时大循环单向距离提升,匀速时间长,金刚线表面损耗少,一次提升单向进行的时间,可有效降低加速和减速需要的等待时间,同时单向距离提升,使金刚线的磨损降低,提升金刚线切割能力,提升加工效率,加工时间可缩短至80min以下。
4.金刚线切割常见异常分析
4.1切割过程中异常断线网后重铺线网切割,金刚线线径和切割能力发生变化,使硅片表面粗糙度不一致,容易产生色差。
改善措施:确定断线信息,查用线记录表确定断线时的钢线定位;千分尺测线径;重铺线网,找到磨损接近的线,可用千分尺测线径,第2卷线与原先的线径相差±1um,对应原先停机的钢线定位布线,并且多回布>100m新线;修改程序,降台速,降线速,大周期。
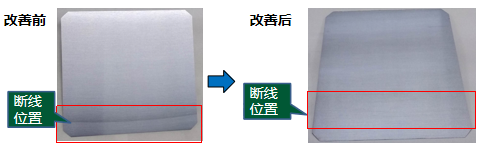
图4 金刚线切割色差示意图
通过现场管控并严格按照以上措施进行断线处理,良品率重压色差占比由0.81%降至0.20%,下降75.31%。
4.2金刚线宽纹路对电池端成品检测影响
金刚线切割产出宽纹路(刀纹偏重)经电池端产线流转,对电池成品有无影响验证,结果如图22、23所示:
图5 正常硅片及 EL黑线异常
硅片表面刀纹较重部分经电池端制绒后表面局部因纹路较重,EL检测垂直主栅线黑线明显,外观检测不合格导致电池片降级。
经切片端工序排查,产生EL黑线的硅片主要集中与硅棒头部,切割工艺反切验证下得出因头部进线为全新线网,相比中间靠后部分线网切割力明显增强,相同周期与新线供给下对硅片表面损伤较大,刀纹相对较重,采用反切方式及两边布线工艺可降低此类表面异常。
4.3 金刚线断线异常
在金刚线上机测试过程中,极易出现断线异常,排查过程中也无发现跳线等异常,经过分析,断线除人为操作不仔细以外,基本与金刚线质量有关。
经与厂家共同分析,主要表现在切割力不足,金刚石密度过稀,切割力不足,切割时线弓大,发生塑性变形而断线,另外电镀液中有机添加剂分解产物造成镀层应力过大从而发生断线,如下图所示:
图6 金刚线断线后钢线性状
4.4 金刚线表面质量控制
金刚线切割过程异常,可通过下表进行控制
类型 | 改进方向 |
TTV | 金刚砂颗粒均匀、增加平均线速、出入刀曲线调整 |
线痕间隔 | 增加走线量,间隔变宽;降低进给速度,线痕间距变窄;调整新旧线用量、回线比例、平衡用线量及切割周期 |
表面粗糙度 | 金刚线质量、线径、金刚砂粒径及密度; 泠却液质量(冷却性、分散性强,表面张力小、表面平衡性好,化学性能稳定、耐氧化性强);平均走线速度 |
色差 | 回线比例调整;线痕宽窄调整 |
崩边 | 金刚线质量和胶水质量硅棒表面平整度粘接面无空胶 |
a.切割后硅片TTV测试
对切割后硅片TTV进行测试,随机选取一刀进行统计,TTV均值在17-23μm之间,未超过指标,但其中一些硅片存在进刀口处偏薄,出刀处偏厚的现象,根据对TTV异常的分析积累,从三方面进行了改进和优化:将切割前后样线寄送于厂家进行分析,厂家进行数据分析和排查,最终确定钢线质量存在异常。厂家排查结果反馈为镀层中金刚石颗粒有大团聚异常;调整砂浆管喷液口开口高度,防止喷液不均导致TTV异常;切割液批次异常,增加或减少切割液稀释比例。
4.6切割后硅片线痕测试
对切割后硅片线痕进行测试,随机选取一刀进行统计,线痕均值在6-7μm之间,未超过指标,对于异常线痕片进行分析积累,从两方面进行了改进和优化:要求金刚线厂家保证金刚线质量无异常,确保无镀层过厚、金刚石颗粒团聚、金刚石颗粒稀疏等异常现象;提高人员开机水平,熟悉切割程序,降低切割过程中跳线、刃线频次。
5.结论
本文从单晶硅片切割方法开始进行了阐述,随着电池技术的发展和切割技术的进步,研究如何降低生产成本是企业发展的重点,金刚线切割相较砂浆切割,刀缝损失随线径不断减少,更有助于降低硅片厚度,通过薄片化降低硅片硅耗,提高硅片产量,进而降低硅片切割的硅成本。本文也初步介绍了单晶硅片切割过程各类异常造成原因,并通过实例详细阐述其解决方法,使大家能够有效降低单晶硅片制程过程中的异常,进一步降低生产成本。
参考文献
[1]潘金生,仝健民,田民波 材料科学基础
[2]王小军,孙振亚,硅片切割技术的现状和发展趋势,超硬材料工程,2011,23(6):19-23

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



