红云红河烟草 (集团 )有限责任公司新疆卷烟厂 新疆 乌鲁木齐 830000
【摘要】本文分析了影响小盒透明纸侧封质量的因素,阐述了对小盒透明纸侧封质量的改进方法,同时给出了技术要求,并得以推广到其他现有设备中,取得了良好的效果,外观质量得到很大改善。
【关键词】:GDX2包装机 小盒烟包 透明纸 侧封质量
引言
我厂现有国产GDX2设备七台套,担任着我厂全部硬盒的生产任务。但这些包装机存在设计理论与实际运用不相符之处,在我们的实际运用过程中,暴露出不少设计上的缺陷,我们对其进行跟踪记录,发现设备本身的运转是基本正常的,但由于一些设计缺陷,造成了产品的质量缺陷,比如小盒透明纸侧封泡皱。本文分析了影响侧封质量的因素,达到了改善侧封质量的目的,发掘出维修人员的创新能力,实现了我部的技术创新。
1、工作原理
由主机X2生产出来的小盒烟包传送至CH固定折叠器处,连同切割好的透明纸经过固定折叠器折叠,并进入间歇旋转折叠包装轮,经第一热封烙铁和第二热封烙铁进行侧边搭口处的热封,紧接着是烟包的输出(见图一、图二)。至此,小盒透明纸侧边热封完毕,也就是说此处热封动作决定着小盒侧封的最终质量。
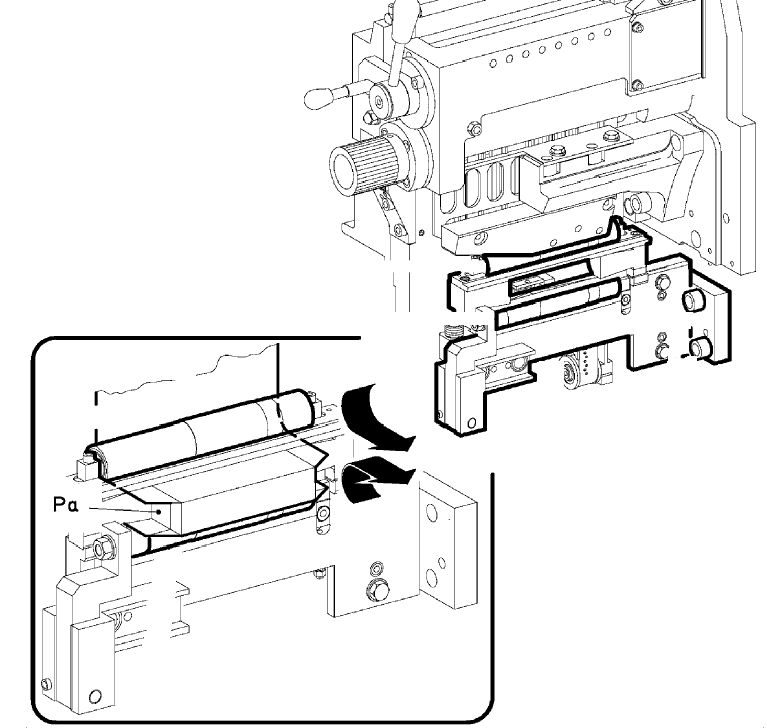
图一
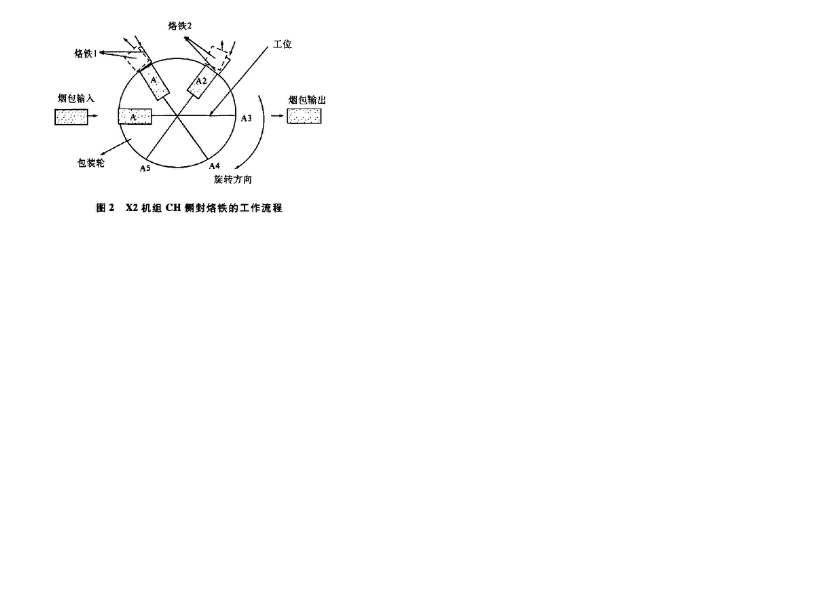
图二
2、影响因素分析
直接影响热封质量的因素主要有热封烙铁的温度、热封烙铁和烟包的间隙以及热封烙铁和烟包的接触面积。
2.1、热封烙铁的温度:经查阅资料,确定BOPP收缩膜的热封温度为135±5℃,通过和电气维修工进行协调,将透明纸热封温度调整为138℃。
2.2、热封烙铁和烟包的间隙:经分析,烙铁调整至距离包装轮底部55.8±0.5mm时为最佳烙烫间隙,将烙铁调整至距离包装轮底部55.6mm。
2.3、热封烙铁和烟包的接触面积:经实际测量,小盒烟包的侧边宽度为23.5mm,热封烙铁的宽度为13mm。
由因素分析可知,热封烙铁的温度以及热封烙铁和烟包的间隙都可以在生产过程中进行调整,但是烙铁的宽度属于设计缺陷,难以通过调整来弥补,需要对其进行改造。
3、烙铁设计缺陷
3.1、不能有效的接触烟包。由于烙铁的宽度相对烟包来说较小,不能有效的接触烟包。
3.2、不方便调整。若是将烙铁居中的话,两边会留有未热封的部分,由于没有完全接触,导致透明纸在一个平面内收缩不一致,容易引起皱褶,若是将烙铁调整到其中一边,也会导致透明纸在一个平面内收缩不一致,引起皱褶。
4、具体改进措施:
4.1、烙铁尺寸的选择:烙铁材料依然选择设备原机所用材料,可以满足生产要求。宽度尺寸由最初的13mm(图三)加宽至23mm(图四),长度依然保持在87.5mm,使其在工作过程中和烟包的接触面积增大,能够有效的接触烟包,提升封烫质量。
图三
图四
4.2、固定弧形瓦板槽尺寸的选择:固定弧形瓦板槽的长度为100mm,宽度为17mm,保持槽的长度不变,依旧是100mm,槽的宽度尺寸由原来的17mm(图五)加宽至27mm(图六),以满足烙铁的动作需求。
图五
图六
5、实施改造后的效果分析
经过对CH包装机原有的一些设计上的缺陷进行改进后,由于烙铁宽度和烟包侧边宽度基本一致,所以只需将烙铁和烟包对中调整即可,方便了调整。同时,大大改善和提高了小盒透明纸的侧封质量(图七、图八),提高了合格品率。
图七(改造前)

图八(改造后)
6、结束语
经过对GDX2包装机小包透明纸侧封烙铁的改进,提高了产品质量,降低了故障维修时间。通过本次改造,维修团队协作能力得到了很大提升,对于解决实际问题有了更充足的信心。在今后的工作中,我们将继续本着“优质、高效、低耗”原则,借助小、实、活、新的工作方式,围绕设备、工艺、质量等方面进行深入研究,广泛开展设备改造活动。
参考文献
[1]《YB55A型盒外透明纸包装机使用说明书》 上海烟草机械有限公司
[2]《ZB45型包装机【M】》 中国科学技术出版社 黄德良主编 2001

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



