广东省电力线路器材厂有限公司 广东广州 510450
摘要:在角钢塔生产过程中,组焊车间在组焊两块都是弯板时,经常会遇到当制弯角度相对较大时板上的孔位与主材角钢孔位对不上的情况。通过实际生产与实验分析得出引起此种尺寸变形的主要因素是在制作弯板时忽略了板厚,在实际放样中,当构件板厚t大于1.5mm时,作展开图必须处理板厚对展开图尺寸的影响,对于这种情况,在实际放样过程中就得根据构件制造工艺,按一定规律对样板进行板厚处理,因而会从实际放样过程中应预先给定一个变形量,主要是用来校正在实际生产中由于板上孔在弯曲时产生的相对移动。
关键词:角钢塔;变坡位板组焊;弯板孔移位;板厚处理;反变形量
1 角钢塔变坡位弯板组焊的加工工序
制作角钢塔变坡位板的加工工序如下:首先在电脑放样出等比例的弯板样板;其次是根据放样出的样板进行落料冲孔;然后进行制弯(如设计变坡位有内包钢时,板制弯后先用于给包钢套钻);最后将两块弯板进行拼接组焊。
2 加工工序分析
首先对电脑放样制作样板工序进行分析,以李平一的角钢塔放样软件举例,该软件对于板的制作因是在二维平面上的,是没有考虑板厚的,这样出来的尺寸,角钢与弯板是在弯曲角度的外侧配合时,其贴合面为弯曲板的拉伸面,用拉伸面孔的尺寸冲孔然后再制弯做出的弯板,就会发现侧面弯板孔弯曲线的法线方向的尺寸大于实际尺寸,角钢与弯板是在弯曲角度的内侧配合时,其贴合面为弯曲板的挤压面,用挤压面孔的尺寸冲孔然后再制弯这样做出的弯板,就会发现侧面弯板孔弯曲线的法线方向的尺寸小于实际尺寸。
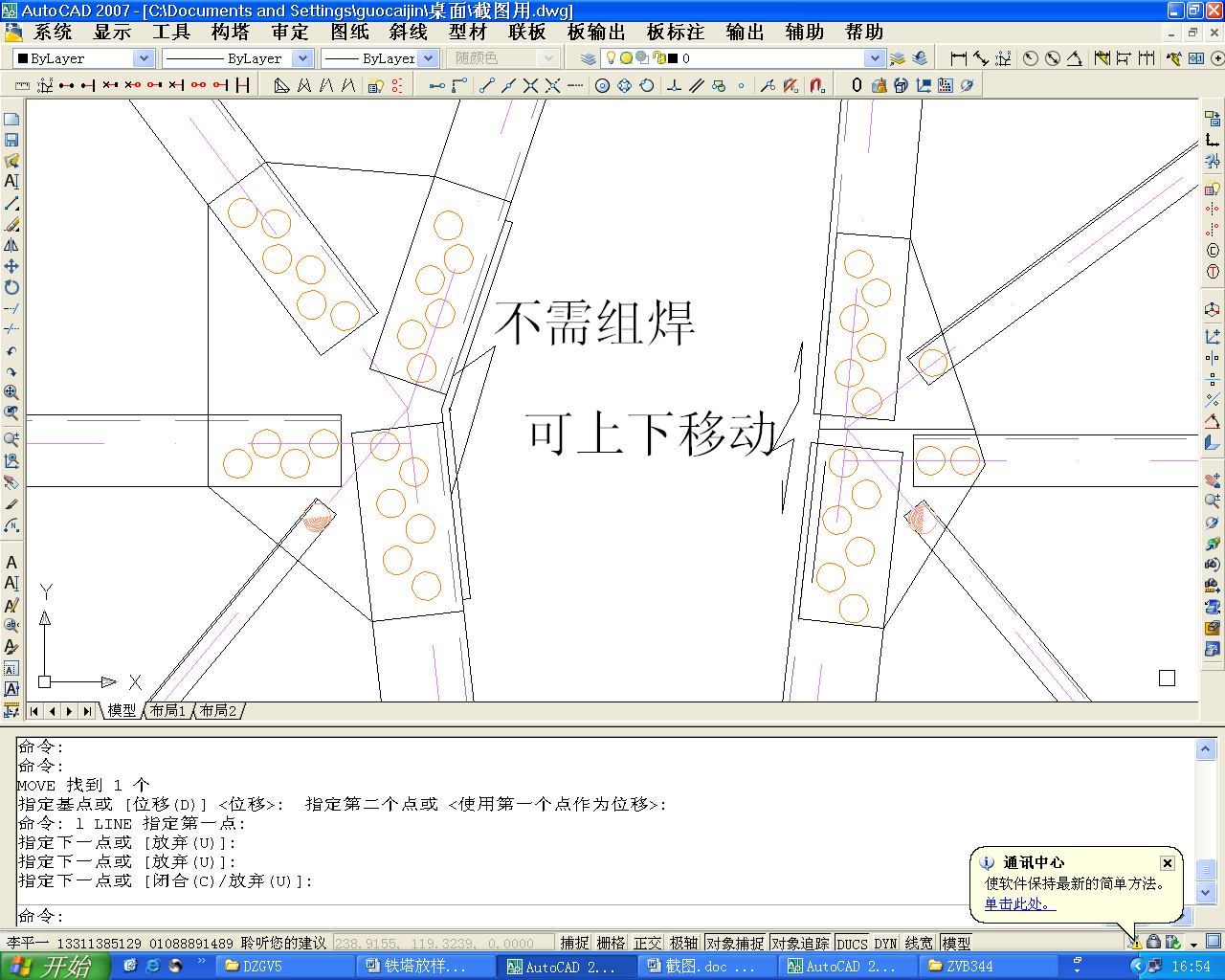
图1 两弯板不组焊时板可上下移动

图2 两弯曲组焊在一起时,板上孔位定死
其次是冲孔与制弯两道工序,按正常工序安排先制弯后冲孔,这样做更有利于保证孔的尺寸精度;通常为了便于加工这两道工序的安排是先冲孔后制弯,这样安排如果板厚较大时孔的尺寸就比较难与保证,这种情况对于正侧面两块弯板不需要拼接组焊在一起可上下移动如(图1)所示这种工序导致的尺寸偏差不影响安装,但正侧面拼接组焊死后铁塔安装时板不能移位如(图2)所示,因此孔的尺寸偏移会直接导致不能安装,因此不需进行处理。
最后是拼接组焊如(图3)所示,通常做法是正面板也就是作为组焊主板的放置水平地面,侧面板组焊分板是由预先做好的假主材称之为定位样杆和假螺柱配合定位,这个工序中定位时用的假螺柱使得样杆与板的孔是零对零的配合,因此就使得弯板的一侧完全配合后,板制弯导致的尺寸变形量全部累计在另一侧弯面上,所以导致另一弯面的孔位与样杆配合不上。
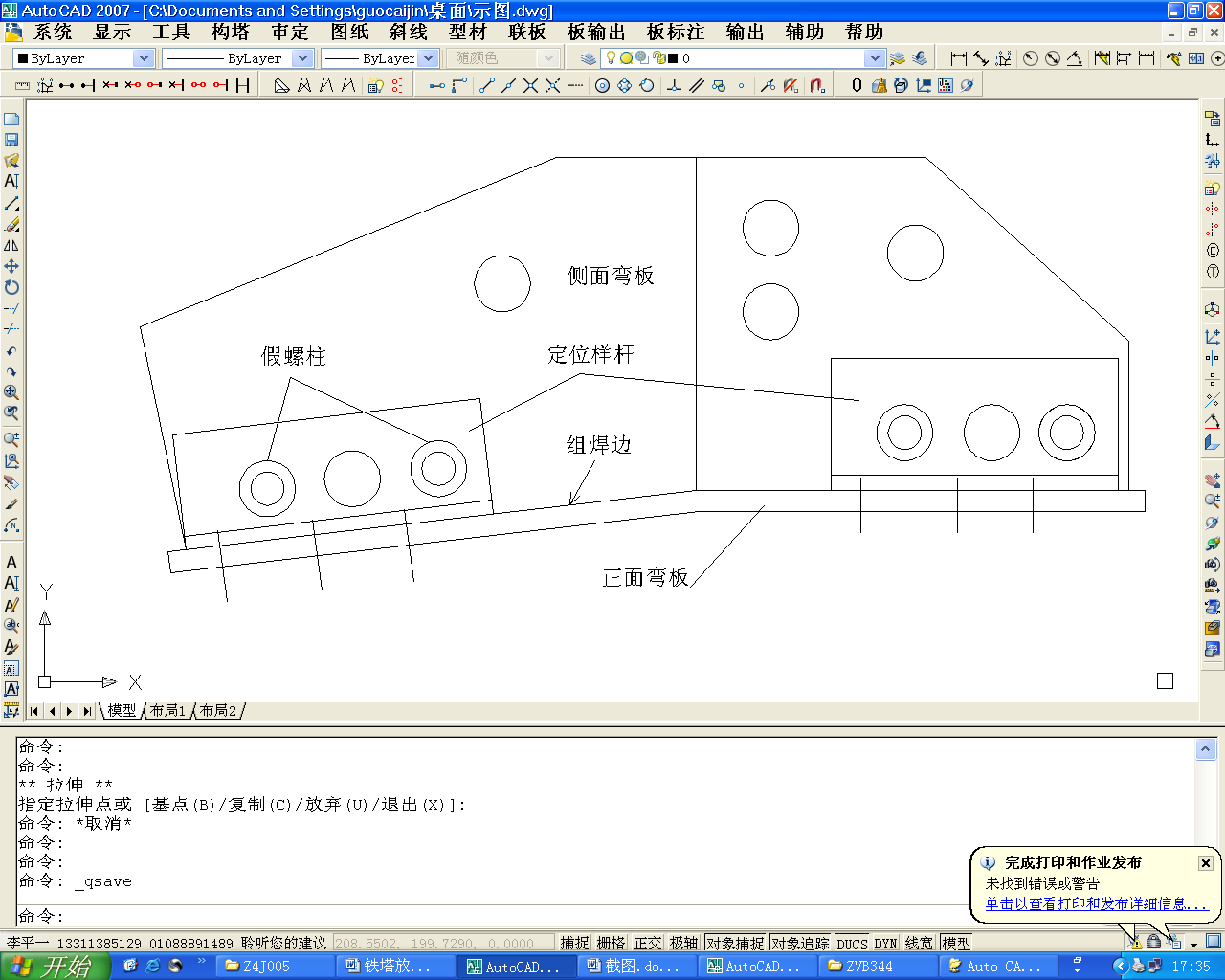
图3 组焊拼接图
3 弯曲样板的制作理论分析与实际加工的校正
上述如果不考虑车间加工工人的操作误差的情况下,并不改变冲孔和制弯工序时,最后拼接组焊的影响可以不做讨论,下面就针对放样制作样板方面进行讨论。
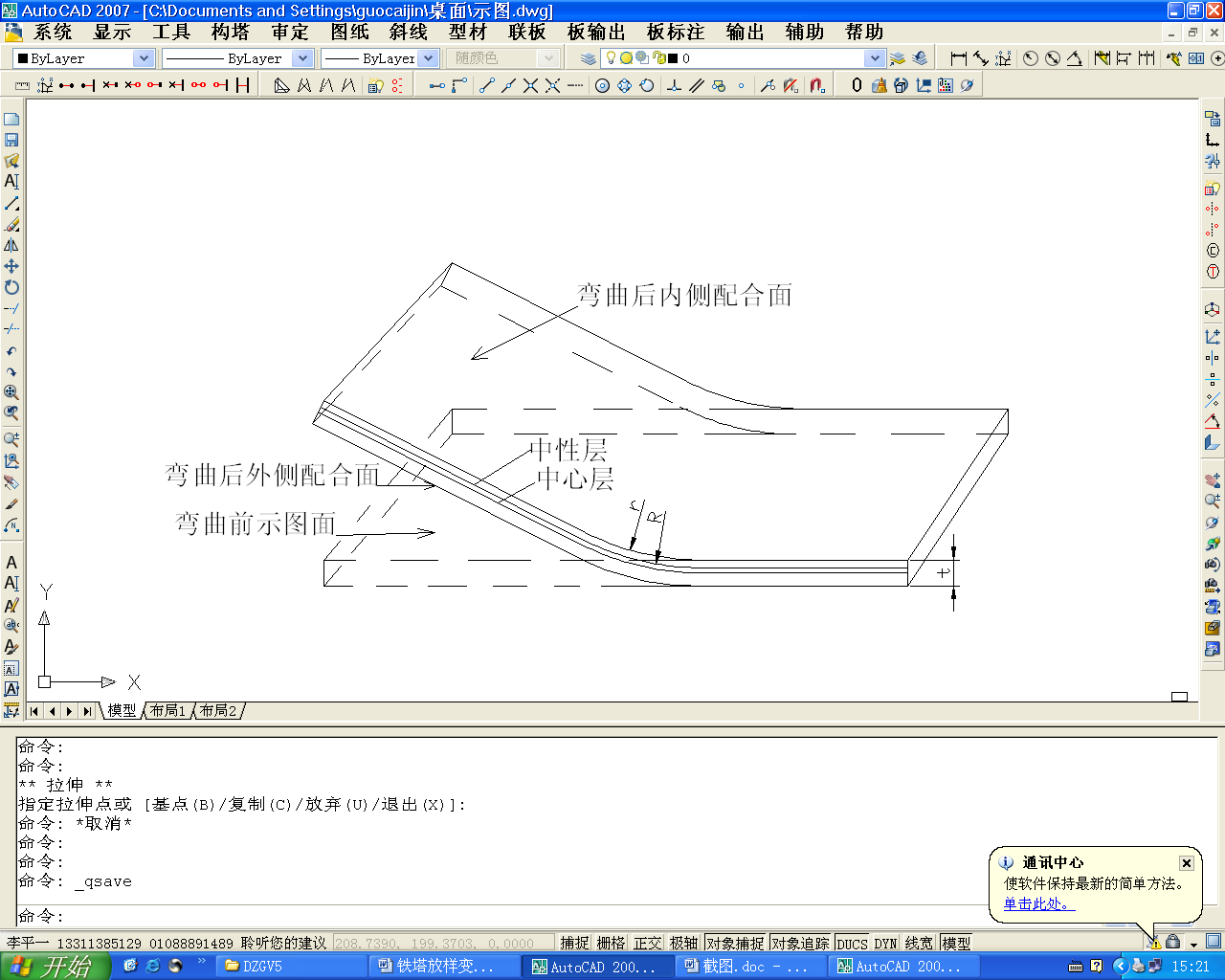
图4 板的弯曲示意图
用李平一放样软件制作出来的原始样板其实是圆弧弯板的外展开面即弯曲后需要的面,而我们生产时需要的是弯曲前的那个尺寸面如(图4)所示,这个面也可以用圆弧弯板弯曲后长度保持不变的纤维层称为中性层的面来代替,实际放样中就应取其中性层为依据来测量制弯后孔位移如(图5)所示,放样出来的外配合弯板的样板实际上是如(图6)所示的弯后外配合面,如不经厚度处理直接用这样做出的样板进行生产,就出现用圆弧弯板的拉伸展开面再次进行制弯拉伸,所以生产出来的弯板就会大于实际需要的外配合面尺寸;相同放样出来的内配合弯板的样板实际上时如(图6)所示的弯曲后的内配合面,如不经厚度处理直接进行生产,就会出现用圆弧弯板的挤压展开面再次进行制弯挤压,这样得出的弯板就小于实际需要的内配合面尺寸。在制作出来的样板如(图7)所示沿弯曲线的法线方向进行反偏移量给定,在制作外配合面弯板时,两个弯面上的孔需沿弯曲线的法线方向减去一个反变形量;在制作内配合面弯板是,两个弯面上的孔需沿弯曲线的法线方向增加一个反变形量。
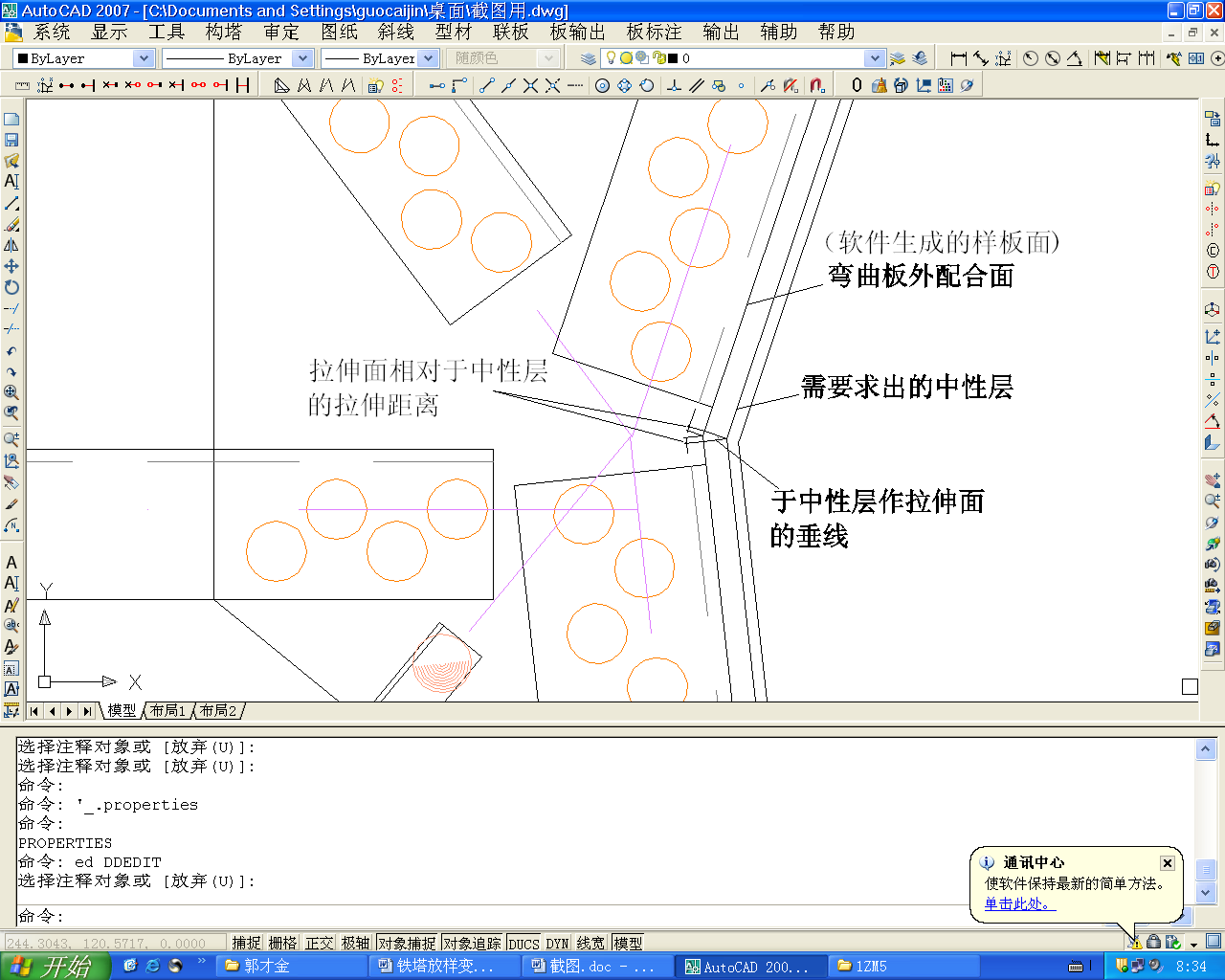
图5 变坡位弯板分析
板料弯曲中性层的位置,与其相对弯曲半径r/t有关。当r/t>5时,中性层位于板厚的1/2处,即与板料的中心层相重合;当r/t≤5时,中性层位置将向弯曲中心侧移动。
中性层的位置可由下列计算:![]() , 式中R为中性层半径,r 为弯板内弧半径(mm),t 为板料厚度(mm),K为中性层位置系数,见表1。
, 式中R为中性层半径,r 为弯板内弧半径(mm),t 为板料厚度(mm),K为中性层位置系数,见表1。
表 1 中性层位置系数K,K![]() 的值
的值
注:K——适于有压料情况的V形或U形压弯;K![]() ——适于有压料情况的V形压弯。
——适于有压料情况的V形压弯。
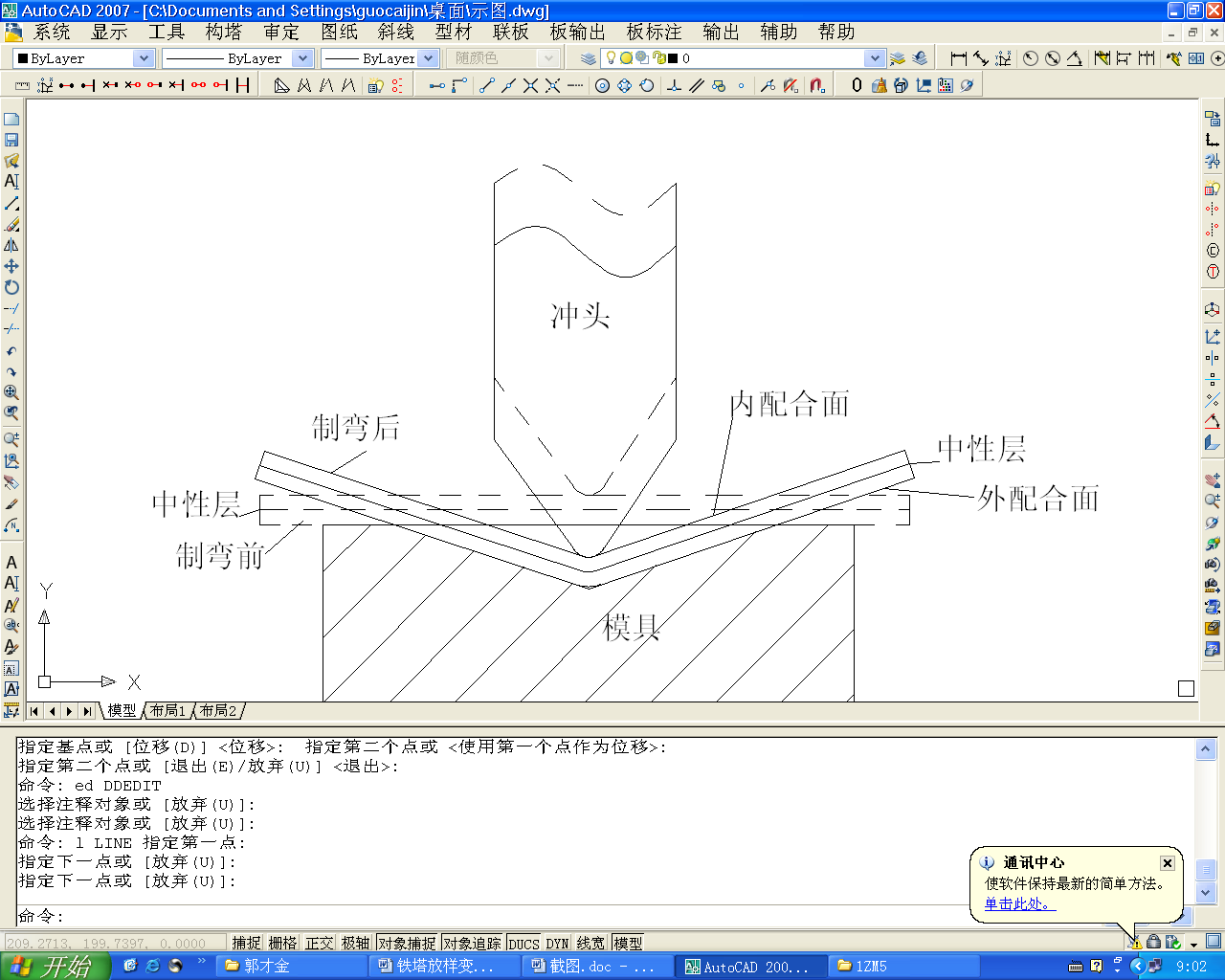
图6 弯曲面的变化
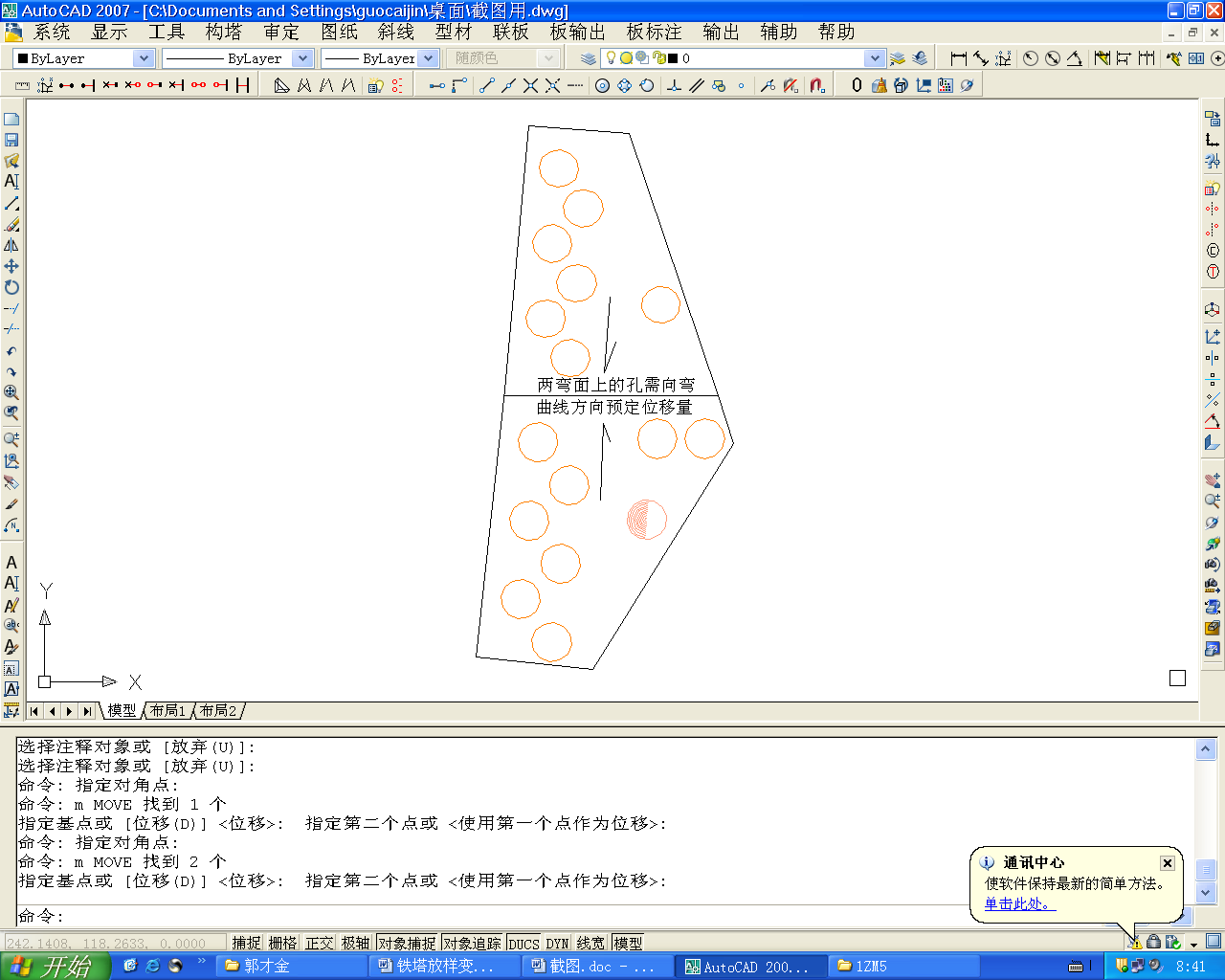
图7移孔校正外配合面弯板
4 结束语
本论文分析了角钢塔变坡位弯板变形,为放样与加工生产提供了参考资料。随着输电行业的发展,设计结构的多样化,对工艺要求的提高,加工难度也会随着提高,随着问题的出现,只要理论联系实际,敢于改进加工工艺,相信这些问题也会逐渐解决的。
参考文献
[1] 周开华. 冲压零件展开尺寸计算. 国防大学出版社. 1981

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



