安徽山河药用辅料股份有限公司 安徽省淮南市 232007
一、药用辅料自动化系统背景介绍
药用辅料是生产药品和调配处方所使用的赋形剂和附加剂。药用辅料是指为使药物制成适宜的剂型而加入的其它所有物料的总称,是在药品制剂成型时,以保持其稳定性、安全性或均质性,或为适应制剂的特性以促进溶解、缓释等为目的而添加的物质,药用辅料应无生理活性,其性质应稳定而不与药物发生反应,应不影响药物的含量测定。整个药剂学发展的实践证明,药用辅料的研究开发与应用的扩展,为药物新剂型、新工艺、老药新用的研究开发和药品质量标准的提高起到了关键作用。
目前国内药用辅料产业发展严重滞后已经成为制约新型制剂发展的最大瓶颈,这主要表现在国内满足新剂型开发的新辅料种类少品质差,对新辅料研究的重视程度不够,药用辅料产业化能力较差,不能满足新型制剂的开发需要。另外,还存在行业管理机制不健全、市场法规体系不完善、产学研结合不紧密等问题。
随着仿制药一致性评价的开展,制剂对药用辅料又提出了更高的要求,特别是关联审评法规出台后,药品生产企业在药用辅料的选择上将更加慎重。药品生产企业要对自己选择的药用辅料承担主要责任,不再会单纯看价格选择一个药用辅料产品这么简单,更多的会综合考虑供应商的综合实力以及未来合作的长远性和稳定性。
现有的药用辅料生产需要人工定制安排生产计划,不能根据生产情况及时调整及调配生产,生产过程中,需要人工监控生产情况进行反馈,耗费人力物力,实时反馈率低,生产质量不易把控,且生产效率低,物料的生产及调配信息需要人工统计并进行记录,不能及时反馈物料使用情况,且容易产生误差,成品的仓储及发货统计较为麻烦。
二、药用辅料自动化系统的总体介绍
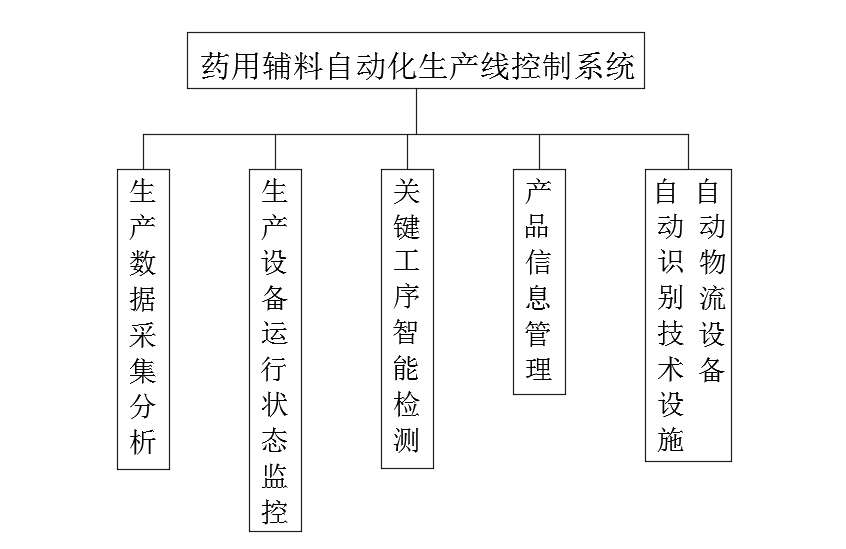
通过建设一种药用辅料自动化生产线控制系统,涉及药用辅料生产领域,包括生产数据采集分析、生产设备运行状态监控、关键工序智能化质量检测、产品信息管理、自动识别技术设施与自动物流设备使用,所述生产数据采集分析依据销售计划的内容自动生成生产计划。本发明基于自动化生产线控制系统进行总体控制,依据销售计划自动生成生产计划下发至车间中控系统,中控系统计划调配生产线,实时采集设备运行状态反馈给中控系统,中控系统进行分析后处理至各终端,在生产过程中实时收集并传送生产情况至中控系统,当反应参数与设定标准出现偏差时自动报警,在PLC系统中自动或手动调整进行异常清除,增加实时反馈率,生产质量较易把控且提高生产效率。
三、药用辅料自动化系统应用的关键技术
一种药用辅料自动化生产线控制系统,包括生产数据采集分析、生产设备运行状态监控、关键工序智能化质量检测、产品信息管理、自动识别技术设施与自动物流设备使用,所述生产数据采集分析依据销售计划的内容自动生成生产计划,且由系统下发至车间中控系统,所述中控系统依据生产计划调配生产线生产过程,所述生产设备运行状态监控将实时采集设备运行状态并反馈给中控系统,且中控系统根据预存数据进行分析后处理至各终端,所述关键工序智能化质量检测在生产过程中实时收集并传送当前生产情况,且将生产情况实时传送至中控系统,所述中控系统将反应参数与设定标准进行校对,且校对出现偏差时自动报警并在PLC系统中自动或者手动调整进行异常清除,所述产品信息管理通过MES系统技术监控和设备控制对详细生产过程数据实时采集,所述自动识别技术设施与自动物流设备通过生产线使用二维码方式识别并记录投放及产品信息,且生产线生产过程中自动标定相应编码的物料状态。
生产数据采集分析依据生产计划中关键信息包括数量、所需原料品种、配比、发放等,所述生产数据采集分析在生产过程中实时收集并传送当前生产情况、生产数量及产生环节等的数据采集,且生产完成后打包数据传送至中控系统。
生产设备运行状态监控通过系统自动采集送风系统、反应釜、化酸釜、离心机、汽提机、粉碎机、双效酒精回收装置、计量槽的相关数据参数用于记录和分析,且通过记录与分析实时采集运行模式和状态、投料量、温度、压力、转速、配料浓度、生产数量、是否有异常报警及产生的异常内容等设备状态实时反馈给中控系统,所述中控系统依据异常报警类型自动调整生产线运行。
关键工序智能化质量检测通过在生产过程中实时收集包括每个工段反应时间、温度、压力、液位、设备电机电流、转率、电流等的数据采集,且将数据实时传送至中控系统。
MES系统通过技术监控和设备控制实现实时采集工序产量、过程良率、工单在制品移转的状况、测试参数等详细生产过程数据,所述技术监控和设备控制是通过在物料拆分在并投放至生产线时通过二维码激光打印机将依据编码原则将单块物料的身份信息标注与物料背面相应位置并伴随终身。
编码是通过电子定量包装机对成品进行打包并记录生产信息。
与现有技术相比,此自动化生产线控制系统进行总体控制,依据销售计划的内容自动生成生产计划,并由系统下发至车间中控系统,中控系统依据生产计划调配生产线生产过程,自动化控制系统运行时,将实时采集设备运行状态,并反馈给中控系统,中控系统根据预存数据进行分析后处理至各终端,使生产情况及时调整并调配生产,在生产过程中实时收集并传送当前生产情况,并实时传送至中控系统,当反应参数与设定标准出现偏差时,自动报警,并在PLC系统中自动或者手动调整进行异常清除,增加实时反馈率,生产质量较易把控,提高生产效率,MES系统是通过技术监控和设备控制,实现实时采集详细生产过程数据,生产线主要采用二维码方式识别并记录投放及产品信息,通过生产过程,自动标定相应编码的物料状态,通过电子定量包装机对成品进行打包并记录生产信息,物料信息不易产生误差,成品仓储及发货统计较为方便。
四、药用辅料自动化系统应用产生的效益
随着自动化制造产业的内需扩大,以及产品多样化需求,目前, 自动化生产的产品安全性提高,质量更稳定,更得制药生产企业的青睐。通过智能设备、自动化技术、自动识别技术等技术的应用,实现实体设备的自动控制和运站,通过信息技术的数据采集、智能分析、信息传递、指令下达、监控和广播等技术的应用,实现对实体设备的控制及业务环节的联系,进而实现将整个生产建设成结构合理、动力充沛的自动运转的机器的自动化生产车间建设目标。
通过对药用辅料自动化生产系统的建设,药用辅料羧甲淀粉钠自动化生产车间在系统建设前产能受到一定限制,自动化建设完工后,可达到年产2000吨羧甲淀粉钠的新型药用辅料,年产量提高1倍,产品质量得到了提高,一次合格率达到了99.2%。该车间建设了双效酒精回收装置,对洗涤物料产生的废水废液回收循环利用,基本达到绿色制造要求。生产车间设备和中控系统均设置了自动手动启动停止按钮,在遇到紧急情况时刻自动制动,生产车间也装备整套防爆系统,保证生产线安全生产。该车间也具备定制型生产能力,可根据客户要求生产不同型号产品,同时可实时传输设备运行情况,可随时提供相关售后及技术服务,达到服务型制造。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



