1. 中车大连机车车辆有限公司 铸锻分公司 辽宁 大连 116022 2. 中车大连机车车辆有限公司 工艺工程部 辽宁 大连 116022
摘要:大同八轴电力机车转向架装配中一系悬挂装配内的轴箱拉杆体锻件批量生产时,发现分模面处金属不规整,需要一线操作者对锻件进行打磨,造成时间及成本的浪费。通过对工艺及工装的调整,经过验证,在2500kN的高能螺旋压力机上进行模锻时,分模面处尺寸及表面质量能够达到图纸要求,很好的保证了产品的质量。
关键词:电力机车;轴箱拉杆体;螺旋压力机;模锻
0 引 言
大同八轴电力机车是一种新型双节重联八轴大功率重载货运交流传动机车,轴箱拉杆体(PBE-15-00024828)是大同八轴电力机车转向架装配中一系悬挂装配内的重要组件,每台机车装配32个。锻件两侧头部呈圆形状,中间靠杆连接,形状较复杂。锻件的两个头部需要机加工,其余部分为非加工面,精度要求较高,成型有一定难度。在2500kN高能螺旋压力机上进行批量生产时,发现分模面两侧金属不规整,需要一线操作者对锻件分模面两侧金属表面进行打磨,打磨后锻件如图1所示。为保证产品质量,达到节约工时和能源的目的,决定对可能影响金属表面质量的因素进行分析,提出整改措施并加以改善。

图1
1 锻造工艺分析及设计
通过分析轴箱拉杆体结构可以看出,锻件为Ⅱ类锻件—长轴类锻件,结构较复杂,成型较困难。由于零件有非加工面,所以为满足工艺要求,要选用模锻工艺。为使坯料尽可能接近锻件形状,保证金属容易填充模膛,需要制定制坯工艺。根据锻件重量及车间现有设备,选择在1吨自由锻锤制坯,并设计专门的压板辅助毛坯成型。经过计算,锻件成型所需的公称压力为38000kN,根据车间现有设备,选择2500kN高能螺旋压力机进行模锻。由于连接杆处工字形区域筋条处薄且深,锻造过程散热极快,会使筋条处金属流动性降低,造成金属出现填充不满的现象,所以在制定锻件的工艺中,应适当增加锻件下料重量,以保证锻件筋条处的质量。在设计工装时,为方便从胎具中取件,应在下胎加装顶杆机构。由于顶杆在顶件的过程中,会在锻件表面留下圆痕,所以为了保证锻件的表面质量,应将胎具的顶杆孔位置设计在锻件的飞边处。在设计冲头时,无需完全与锻件上表面契合,可以简化设计为三个有梯度的平面结构,且不会造成锻件漏模时发生变形。基于以上,最终确定的工艺流程为:下料→加热→1吨制坯→加热→2500kN螺旋压力机模锻→切边→检验。
2 表面质量缺陷的分析及整改措施
可能的原因分析:1.锻件上下胎具在安装时可能没有对准,或在生产过程中由于模锻压力机的巨大震动而引起胎具发生移动,而造成锻件出现错移的现象,从而造成分模面处有错棱的出现。2.在胎具反复使用的过程中,由于高温会造成胎具表面龟裂产生裂纹,从而造成锻件表面出现夹纹儿,引起锻件表面质量不好。3.在设计飞边槽时,由于飞边槽设计的圆角过小,造成金属流动阻力过大,从而引起胎具型腔变形,而造成锻件表面金属不规整。4.在漏模漏边的过程中,由于漏边尺寸设计过大或漏模由于老化引起的飞边切除不干净,造成分模面漏肉过多而引起的表面质量不好。
整改措施:1.工装:对于新胎具,在试制的时候,应该着重注意分模面的情况,防止出现肉眼可见的错移,在生产过程中,也要密切注意胎具在使用过程中不发生位置的改变;对于老胎具,在生产前,要仔细检查胎具型腔及漏模表面是否有裂纹,如果有裂纹的情况,要及时对胎具裂纹表面进行打磨,如果胎具裂纹过大过深,即使在打磨后,锻件尺寸仍达不到工艺尺寸要求,则应及时对工装进行报废处理。2.工艺设计:将分模面圆角由R3改为R5,将胎具飞边槽桥部厚度尺寸由4mm(上下胎具各2mm)改为为5mm,让金属更好的流动从而减轻型腔所受应力,减少胎具变形,从而保证锻件表面质量。将漏模的尺寸整体向内侧平移1mm,在不影响锻件漏边的情况下能够尽量减少分模面的漏肉,使分模面处锻件表面质量更好。漏模在锻件漏边的过程中要承受压力机巨大的冲力,接触处磨损消耗很大,属于易磨损工装,所以操作者在使用漏模前应及时对漏模表面情况进行检查,以确保锻件表面质符合工艺要求。
3 有限元分析
修改完工装图之后,利用仿真模拟软件Deform对设计的轴箱拉杆体进行有限元分析,对其成型过程进行模拟,应重点观察锻件分模面两侧位置的金属流动情况。利用UG绘图软件,绘制锻模及坯料的三维图形,保存成.stl文件并导入Deform软件,然后设置模拟参数。模拟后的金属的流动速度如图2所示。通过观察,分模面处金属流动性情况较好,且金属成型较规整。将有限元分析与传统锻造工艺相结合,可以以最低的成本、最短的周期发现锻造工艺设计中出现的问题,并对问题及时加以改善,能很好的提升工作效率。
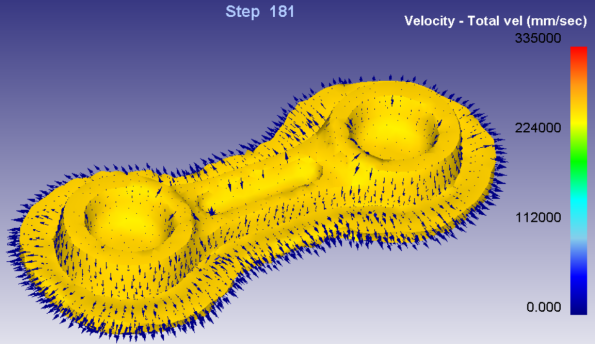
图2
4 现场试制及生产验证
根据新调整的工艺,准备变形坯料进行现场试制,试制过程前应仔细检查锻模型腔表面及漏模表面状况,确定胎具没有裂纹,并在试制过程中要求操作者严格按照工艺要求操作。制坯过程中,要求坯料尺寸达到工艺图纸尺寸要求,模锻前要将锻件表面氧化皮清理干净,防止模锻过程对非加工面造成垫伤;模锻过程中要求将坯料摆正,防止某一端由于坯料不足造成充不满的缺陷。首批试制轴箱拉杆体5个,产品充型情况良好,表面无垫伤,分模面两侧金属表面规整,无需打磨。经专检人员检查,为合格产品,产品如图3所示。

图3
5结束语
针对轴箱拉杆体生产过程中出现的分模面两侧质量不好的问题,及时分析出现问题的原因并提出解决方案,同时对工艺进行提升、对工装进行调整。而在工艺改进的过程中,也积极利用有限元分析模拟软件在试制前对新工艺进行数值模拟,对在试制的过程中可能出现的问题及时发现并解决。在试制的过程中,严格按照锻件的工艺要求执行,经过车间专检人员的检查,锻件分模面两侧表面质量较好,满足工艺要求,很好的保证了产品的质量,提高了生产效率,节约了能源,降低了废品率和劳动者的劳动强度。且该轴箱拉杆体锻件的设计思路和生产结果,也可为长轴类锻件在螺旋压力机上的模锻成型工艺及模具设计提供一定的参考。
参考文献
中国锻压协会编.汽车典型锻件生产[M].北京:国防工业出版社,2009:347.
胡建军主编.DEFORM-3D塑性成形CAE应用教程[M].北京大学出版社,2011:251.
中国锻压协会编.特种合金及其锻造[M].北京:国防工业出版社,2009:155.
吕炎主编.锻压成形理论与工艺[M].北京:机械工业出版社,2001:69.
锻模设计编写组编.锻模设计手册[M].北京:机械工业出版社,1993:96.
冯炳尧主编.模具设计与制造简明手册[M].上海:上海科学技术出版社,1985:25.
巩云鹏主编.机械设计课程设计[M].沈阳:东北大学出版社,2000:133.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



